Overcoming Multi-Process Bottlenecks: Technical Insights and Quantifiable Benefits of Turn-Mill Complex Machining
In the landscape of high-precision component procurement, B2B buyers and project engineers consistently face a critical tradeoff: the higher the geometric complexity of a part, the higher the risk of tolerance stack-up and unpredictable manufacturing lead times.
When a component integrates precise turning diameters (cylindrical profiles) alongside asymmetric details like off-center bores, cross-holes, or complex milled slots, conventional production splits the work between separate CNC lathes and vertical machining centers. This legacy approach inflicts three fatal manufacturing pain points:
-
Geometric Dimensioning & Tolerancing (GD&T) Failures due to Refixturing: Every time a part is manually unclamped, transferred, and reclamped on a new machine, micron-level chuck deviations and tool-setting stack errors accumulate. This makes true position and coaxiality tolerances nearly impossible to hold.
-
Excessive Production Latency: Parts waste days idling in queues between distinct work centers, stretching an otherwise short cycle time into weeks.
-
Exorbitant Workholding Capital: Buying or building separate custom fixtures for standalone turning and multi-axis milling operations inflates upfront budgets.
The implementation of Turn-Mill Multi-Tasking Machining is engineered specifically to eliminate these fundamental structural bottlenecks from the ground up.
1. Technical Deep-Dive: Under-the-Hood Multi-Axis Linkage
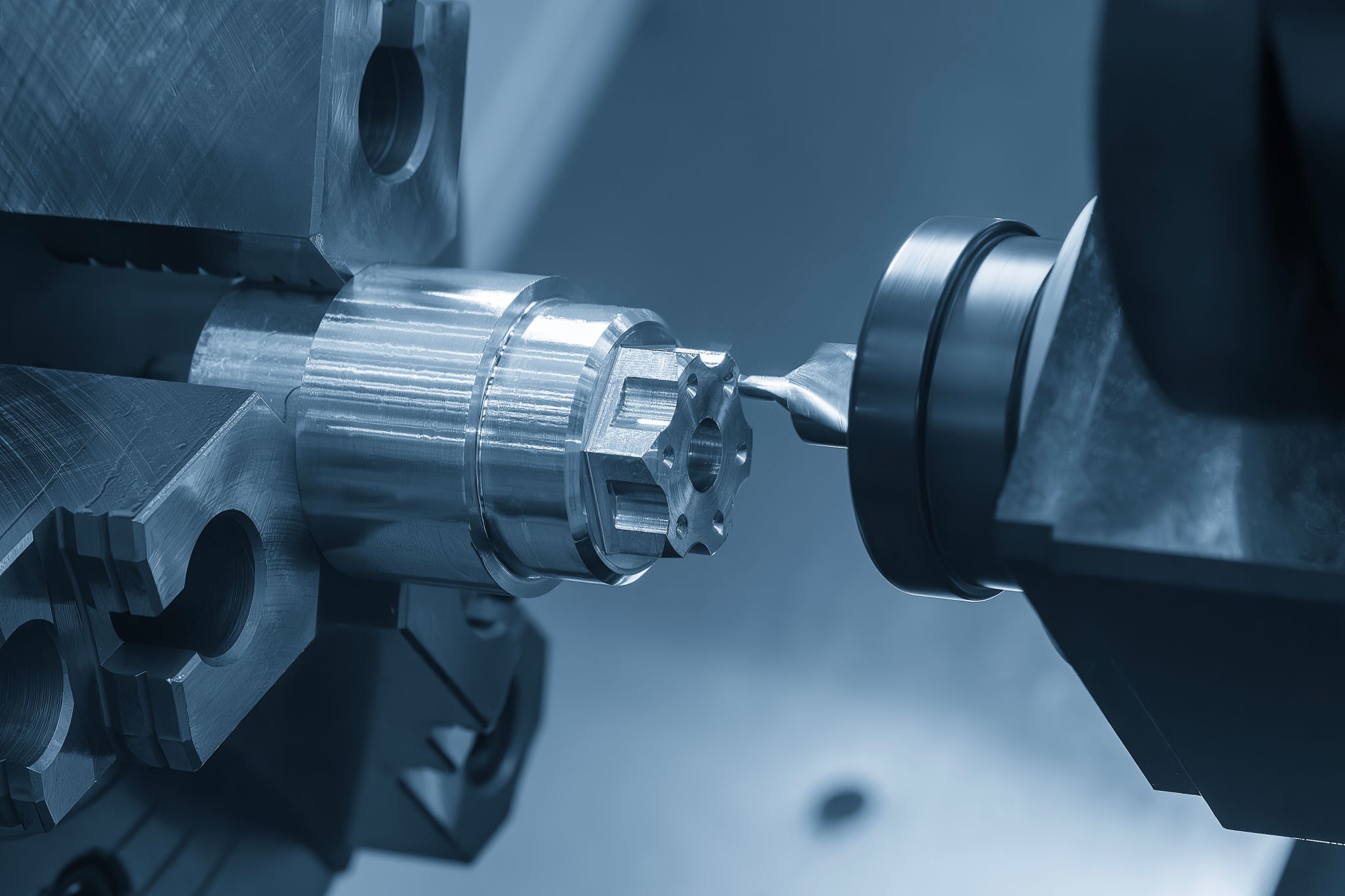
While historical turn-mill equipment featured basic driven turrets on standard lathes, modern high-precision turn-mill multitasking centers deploy standalone B-axis milling spindles, dual synchronized main/sub-spindles, and high-torque live tooling stations. Leveraging Polar Coordinate Interpolation and continuous cylindrical coordinate algorithms, these workstations provide synchronized multi-axis control across X, Y, Z, B, and C axes.
Consequently, from raw bar stock feeding to completed part cutoff, front-face geometries, angled cross-holes, and variable-pitch helical profiles are all executed under one uniform machining datum.
To illustrate the concrete operational and technical advantages, we have quantified the differences between turn-mill technology and legacy split processing:
📊 Quantifiable Metrics & Process Comparison
| Evaluation Dimension / Key Indicator | Traditional Split Process (CNC Turning + Vertical Milling) | Modern Multi-Axis Turn-Mill Machining | Core Performance Elevation |
| Number of Setups | 3 - 5 setups (Heavily manual) | 1 Single Setup (Done-in-One) | Reduces human setup error by >70% |
| Coaxiality & True Position Tolerance | ±0.020 mm ~ ±0.050 mm | ≤ ±0.005 mm | 4x improvement in tight GD&T limits |
| Dimensional Capability (Cpk Value) | < 1.33 (Highly volatile variance) | ≥ 1.67 (Ultra-stable precision) | Lowers batch scrap rates below 0.5% |
| Total Lead Time | 7 - 10 Days (Including transit & queueing) | 1 - 3 Days | Speeds up total delivery by 60% - 70% |
| Dedicated Workholding Fixtures Required | 3 - 4 Custom Fixtures | 1 Standard Universal Workholder | Cuts upfront tooling capital by 50% |
2. Full-Process Quality Control: From CAM Simulation to CMM Verification
Managing ultra-complex configurations requires more than cutting-edge hardware; it mandates a robust, closed-loop quality control ecosystem to secure zero-defect industrial shipments:
-
Digital DFM (Design for Manufacturability) Audits: Before physical material is loaded, our engineering cell runs dynamic collision detection and multi-axis kinematics simulations via premier CAM packages (e.g., Mastercam, Hypermill). This eliminates potential tool deflection and localized surface chatter.
-
In-Machine Probing: Incorporating Renishaw infrared optical probes, our setups scan raw stock reference marks and adjust work coordinate offsets automatically before cutting, ensuring dynamic real-time compensations for tool wear.
-
Climate-Controlled CMM Validation: Post-machining, parts enter our 22°C temperature-controlled inspection laboratory. High-accuracy Hexagon Coordinate Measuring Machines (CMM) thoroughly audit spatial position, eccentricity, and tight geometric profiles, generating comprehensive Dimensional Inspection Reports shipped directly with your batch.
3. Full-Industry Application Spectrum: Conquering Diverse Industrial Alloys
Benefiting from extreme frame rigidity and variable cutting approaches, turn-mill multitasking excels across demanding engineering materials and highly regulated global supply chains:
-
Medical Technologies: Bone compression screws, specialized surgical robotic articulations. Predominantly utilizing Titanium (Ti-6Al-4V ELI) or implant-grade stainless steels, these demand burr-free execution and single-pass micro-threading.
-
Food Processing & Packaging Machinery: Eccentric progressive cavity pump rotors, multi-port distribution valve plugs. Typically machined from 316L Austenitic Stainless Steel, these feature highly intricate variable-lead double helical sweeps. They demand pristine surface finishes reaching a mirrored Ra 0.4 μm sanitary grade to actively inhibit bacterial growth.
-
Optoelectronics & Semiconductors: High-vacuum laser cavities, optoelectronic sensor housings. Machined out of Aerospace-Grade Aluminum (7075-T6), these emphasize zero-leakage hermetic tolerances and flawless cosmetic surface finishes.
-
Aerospace & Defense: Miniature gas turbine rotors, hydraulic actuation spool sleeves. These require heavy, precise metal removal from challenging nickel-based superalloys like Inconel 718.
❓ High-Frequency Conversion FAQs: Overcoming Sourcing Barriers
Q1: Our project is in its R&D phase, requiring a low-volume run of only 5 to 10 parts. Does turn-mill machining support small batches, and are the setup costs prohibitive?
A1: Absolutely. One of the primary advantages of multi-axis turn-mill machining is the total elimination of multiple custom fixtures. Although multi-axis programming and initial machine setup take longer than basic lathe configurations, skipping the expense of fabricating multiple specialized fixtures makes turn-mill highly cost-effective for small-to-medium batches (5–50 units) compared to legacy split routing.
Q2: How do you guarantee that tight geometric specifications on our blueprints—such as a coaxiality limit of ≤ 0.008mm—will be reliably met?
A2: We secure this through a two-fold engineering safeguard. Structurally, our "Done-in-One" process turns outer diameters and mills eccentric bores in a single setup, eliminating the cumulative errors of manual machine-to-machine transfers. Verification-wise, every batch undergoes mandatory inspection on our Hexagon CMMs, and you will receive a fully traceable, certified dimensional inspection report with your shipment.
Q3: What 3D CAD formats can you accept, and do you offer engineering optimization before manufacturing begins?
A3: We interface seamlessly with almost all universal CAD file extensions, including .STEP, .STP, .IGS, .X_T, and .DWG. Our engineering unit provides a complimentary, comprehensive DFM (Design for Manufacturability) assessment within 24 hours of drawing submission. If we identify unmachinable internal sharp radiuses or high-overhang areas that could compromise surface roughness, we will proactively suggest alternative design modifications to optimize your manufacturing budget.
TEL: +86 187 5714 8656
Email: zhouli@chinaliqin.com
WhatsApp:+86 187 5714 8656
Website:https://www.cncliq.com/