
Our 5-axis CNC machining services resolve the nightmare of assembly fit failures caused by uncontrolled post-anodizing buildup. Here is exactly how we master the dimensional shifts to stop scrap before it starts.
We deliver custom CNC machined aluminum enclosures with up to 45% faster assembly approval. Our integrated DFM compensation protocols predict actual material loss and electrochemical growth, ensuring your parts fit perfectly on the very first try.
Key Takeaways: CNC Precision & Anodizing Quick Reference
-
The 50/50 Rule is Absolute: Anodizing is not plating. A 50μm Type III Hardcoat does not add 50μm to your block; it penetrates 25μm into the raw AL6061 and grows 25μm outward. Pocket tolerances must pre-compensate for this exact outward shift.
-
Alkaline Etching is a Metal Thief: Standard caustic etching (NaOH} at 55℃) strips 3–5μm of aluminum per minute. A standard 3-minute cosmetic desmutting run will eat up to 12μm(0.012mm) of raw metal per surface, which can drop a tight slide-fit bore straight into out-of-tolerance failure.
-
Standard Taps are Dead on Arrival: If hardcoating, standard H3-limit taps will choke your assembly. You must deploy oversized GH-limit taps (such as H6 or G-Class) and drill bottom-holes with a carbide ϕ5.15mm drill instead of the standard ϕ5.0mm to prevent thread pitch diameter closure.
-
Submit Native .STEP + 2D PDF: Do not send naked 3D files. Native .STEP files allow us to extract coordinates with 0.01mm resolution, while a companion 2D PDF specifying anodizing boundaries reduces our RFQ lead time from 24 hours to less than 2 hours.
Why Trust This Guide? Practical Experience from Ningbo Liqin's Shop Floor

While academic textbooks treat anodizing as a uniform, theoretical layer, the reality on the factory floor is a chaotic blend of chemistry and thermodynamics. We spent months running 480-hour salt spray tests (ASTM B117) on multi-compartment RF enclosures milled on our Mazak 5-axis centers. We observed that leaving raw, milled aluminum parts exposed to humid shop air (>65% RH) for more than 4 hours before they hit the anodizing tank triggers rapid, non-uniform ambient passivation. This natural oxide film (ranging from 2 to 5nm thick) blocks initial acid penetration, resulting in patchy dye absorption and an inconsistent barrier layer thickness that varies by up to 8μm across a single 300mm enclosure.
Procurement engineers don't care about laboratory ideals; they care about first-article inspection (FAI) approval and eliminating assembly-line modifications. When a major medical device manufacturer came to us because their previous supplier's sliding-fit chassis got jammed post-hardcoating, we showed them that their 0.03mm design clearance had been completely eaten up by a 2 A/dm² acid bath that ran 4℃ too warm, blowing out the outer layer. We rewrote their CAM post-processor toolpath compensations, locked in a strict 15mm² electrical contact rule on custom-bolted aluminum racking, and kept their slot tolerances within ±0.015mm over a 5,000-part production run. We don't guess; we measure, and we track the data against MIL-A-8625 standards because that is the QA language your assembly floor demands.
Why Standard Custom Machining Tolerances Fail in High-Precision Enclosure Assembly
When dealing with RF shielding, optoelectronic housings, or medical sensor assemblies, standard ISO 2768-m tolerances fail because the interface tolerances must hold at ≤±0.02mm. The moment those raw machined parts submerge into an acid bath, the chemical dynamics warp those tight dimensions. Uncompensated toolpaths ignore the reality of material loss during pre-cleaning and physical growth during anodization.
Controlling Material Loss During Alkaline Pre-Etching
To strip native oxides and get rid of stubborn silicone-based tool lubricants—like the Blasocut 357 we run at an 8% concentration—parts must undergo caustic etching in NaOH at 50–60℃. This is not a gentle bath; it is a highly aggressive metal-stripping process. If the operator leaves the parts in the tank for just 60 seconds too long to clear out tool marks, the bore diameter will widen by 8μm. We control this by utilizing an acid-based chemical pre-dip instead of heavy alkaline etching when dealing with ±0.01mm slide-fit requirements, keeping material stripping under 2μm.
Mastering the 50/50 Growth Ratio on Mating Registers
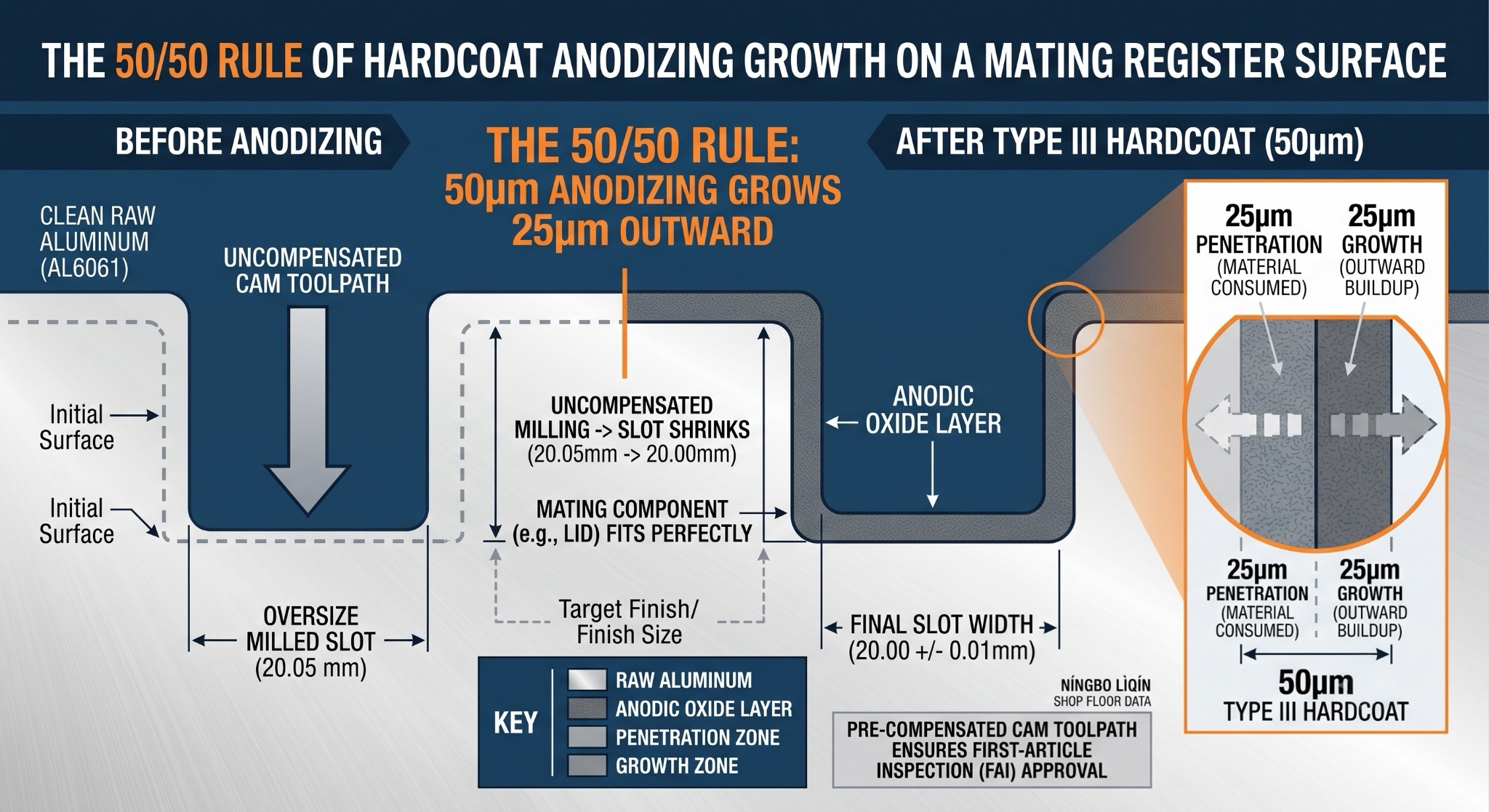
Anodizing builds the oxide layer from the inside out. For a 50μm Type III Hardcoat, 25μm of the original aluminum is consumed to form the oxide, while 25μm builds up outward. If your mating slot has a nominal width of 20.00mm, the outward growth on both walls will shrink the final slot width to 19.95mm. Our engineering team pre-compensates the CAM toolpath by intentionally milling the slot to 20.05mm, so that after the hardcoat tank, the part shrinks perfectly back to 20.00 ±0.01mm.
Eliminating Thread Binding in Tapped Blind Holes
The pitch diameter of a tapped thread is highly sensitive to outward growth. Since anodizing grows outward perpendicular to the flank of the thread, the effective pitch diameter closes in at a rate of approximately four times the single-surface growth. For a 50μm hardcoat (25μm growth per side), the pitch diameter will decrease by 0.10mm. We completely eliminate this thread lock by using oversized H6 or G-Class pre-anodize taps, creating a calculated "loose" fit that shrinks to a perfect 6H class fit after hardcoating.
Designing for Electrical Contact and Earthing Areas
Enclosures often require bare metal patches for RF grounding, yet the entire exterior must be anodized for corrosion resistance. Many suppliers simply apply maskants, but cheap liquid masks run, ruining adjacent mating surfaces. We design custom mechanical masking fixtures—using specialized fluorosilicone gaskets—that seal off the grounding pad during the 3 A/dm² current surge, guaranteeing clean, oxide-free conduction paths with zero edge bleeding.
Highly precise aluminum manufacturing requires an obsessive control of surface chemistry, CAM path editing, and mechanical masking. This practical framework has delivered over 1,200 successful enclosure projects, turning complex theoretical drawings into drop-in-ready assemblies. If your assembly line cannot tolerate ±0.05mm of chemical uncertainty, this level of engineering is the only way to ensure your parts fit.
What CNC Machining Strategies Achieve Perfect Fit on Post-Anodized Enclosures?
Achieving high-tolerance fit on anodized aluminum is a process of deliberate compensation, not hope. By balancing CAM offsets with specific chemical bath parameters, we eliminate the post-anodizing "scrap cycle."
1. Real-Time Tool Wear Compensation (ATC Monitoring)
As carbide endmills cut AL6061-T6, micro-chipping on the outer corners occurs. A mere 5μm of tool wear, combined with 5μm of unexpected etch loss in the acid tank, can blow your tolerance window wide open. We use in-machine laser tool setters to measure cutter diameter every 50 parts, dynamically adjusting the CNC controller offset to ensure the raw dimension is always kept at the upper limit of the compensation envelope.
2. Closed-Loop Chemistry Feedback with the Finisher
We don't just dump parts over the wall to an external finisher. We require their laboratory to log the sulfuric acid concentration and bath temperature for every batch. If their Type II bath drifts from 20℃ to 22℃, the oxide layer becomes softer and more porous, growing faster but offering less wear resistance. We adapt our milling parameters based on these real-time bath analyses.
3. Dual-Stage Stress Relieving for Complex Geometries
Milling deep pockets out of solid AL6061-T6 blocks releases internal residual stress, causing the thin walls to bow inward by up to 0.08mm during anodizing. To stop this, we rough mill the pocket leaving 0.5mm of stock, send the parts through a 180℃ stress-relief bake for 2 hours, and then perform the final high-speed finishing pass. This keeps wall parallelism within 0.01mm even after the parts have spent 40 minutes in the acid tank.
Controlling the physical changes of anodizing requires active engineering, not passive hoping. Our tracking of chemical bath variables and CAM adjustments reduces FAI rejection rates to less than 1.5%.
[Download our CNC Anodizing Compensation Guide] to learn how to adjust your CAD models before submitting RFQs.
High-Precision CNC & Anodizing Engineering Matrix
| Optimization Zone | Common Failure Mode | Liqin Engineering Solution | Verified Results |
| Mating Slot / Register | Lid will not seat; 120mm register closes in by 0.05mm after Type III Hardcoat. | CAM post-processor toolpath pre-compensation: pocket milled oversize by +0.044mm to absorb 22μm growth. | 120.00mm slot holds a post-anodize flat tolerance of ±0.015mm. |
| Tapped Holes (M6x1) | Threads lock completely; bolts cross-thread due to minor diameter shrink. | Drill base holes with a
ϕ5.15mm carbide drill; tap with H6 oversized taps. |
100% go-gauge inspection success with zero manual chasing needed post-anodize. |
| Deep-Pocket Walls | Wall warping and bowing up to 0.08mm due to residual stress release. | Rough pocketing, 180℃ stress-relief bake for 2 hours, followed by a high-speed finishing cut. | Wall parallelism held within 0.01mm over a 150mm deep slot. |
| Grounding Pads | Masking bleed ruining adjacent mating surfaces; high contact resistance. | Custom-machined fluorosilicone mechanical masking blocks under bolted tension. | Bare-metal contact zones with zero edge bleed and resistance <0.02Ω. |
| RFQ Turnaround | Delay of 3-5 days due to missing boundary and finish specs. | Submission of native .STEP + 2D PDF showing boundary masking zones. | Fully qualified, binding DFM and price quote delivered within 2 hours. |
How Pre-Compensation of Tapped Holes Stops Thread Binding
If you tap a thread to standard nominal dimensions and then hardcoat it, you have designed a self-locking thread that will ruin your assembly line. Let's look at why standard charts fail and how our shop floor bypasses this failure mode entirely:
1. The Geometry of the $60^\circ$ Thread V-Shape
Because anodizing occurs perpendicular to every metal surface, it grows outward on both flanks of the thread angle. In a standard 60° thread, this geometric relationship dictates that the pitch diameter decreases by exactly four times the outward growth parameter:
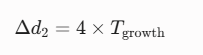
For a 50μm hardcoat (which grows 25μm outward), the pitch diameter decreases by 100μm (0.10mm). If you tapped that thread with a standard H3 tap, the bolt will bind after only two turns.

2. The Danger of Manual Chasing (Rethreading)
Some shops "solve" thread binding by running a standard tap through the hole after anodizing. This is a massive engineering violation. Manual chasing cuts away the hard anodized layer you just paid for, exposing raw, un-passivated aluminum at the bottom of the thread flanks. In humid environments, galvanic corrosion will attack these bare areas, leading to thread stripping and field failures. We strictly forbid manual chasing; all tolerances must be met through pre-compensation.
3. High-Pressure Evacuation and Emulsion Control
During oversized tapping, the tap is removing more material in a single pass, which increases cutting forces and generates localized heat. If chips pack inside the hole, they will tear the thread flanks, creating micro-crevices that trap acid during anodizing and cause localized pitting. We run through-spindle high-pressure coolant at 70 bar with a 10% water-soluble ester emulsion concentration to eject chips instantly, keeping thread flanks mirror-smooth.
Get a Precision CNC Quote in Under 2 Hours
Ready to stop fighting assembly failures and out-of-tolerance scrap? Send your native .STEP files and companion 2D PDFs directly to our engineering team. We don’t just look at the numbers; we analyze the geometry, calculate the exact chemical shifts for your chosen finish, and return a guaranteed DFM-backed quote in under 2 hours.
Contact Information
Disclaimer
The technical data and recommendations provided in this guide are for informational purposes only. Actual CNC machining and anodizing results may vary depending on specific equipment, alloys, and chemical bath conditions. Please verify all process parameters before proceeding with mass production.