Aquí está la dura verdad del taller: mecanizado médico y aluminio de calidad alimentaria no se trata de hacer que las piezas luzcan brillantes; es un implacable acto de equilibrio entre metalurgia, limpieza agresiva y estabilidad de la superficie bajo tensión. Al mecanizar ensamblajes críticos, como un componente parte inferior del asiento inferior mecanizada para equipos médicos A365-T6 o colectores de clasificación de alta velocidad para sistemas automatizados. líneas de comida: no solo estás cortando metal. Usted está luchando de manera preventiva contra la colonización microbiológica, las fallas mecánicas y la deformación bajo una dura esterilización en autoclave.
Si trata estas piezas de alta precisión como un soporte estructural estándar, no pasará la inspección entrante del cliente. Profundicemos en la física del taller real y en los detalles de procesamiento que hacen o deshacen estas piezas.
1. La pesadilla del material: A365-T6 fundido frente a 6061-T6 forjado

La mayoría de los borradores especifican 6061-T6, pero cuando se hace la transición a complejos asientos médicos inferiores o carcasas de colectores de alimentos de paredes gruesas, a menudo es necesario Trate bloques fundidos como A365-T6 para minimizar el desperdicio de materia prima y el tiempo de herramientas. Ahí es donde empieza el problema.
El A365-T6 fundido contiene un alto contenido de silicio (normalmente entre un 9,5 % y un 11,5 % de Si), que precipita como cristales microscópicos abrasivos y afilados dentro de la matriz de aluminio. Si su operador utiliza un inserto de carburo sin recubrimiento estándar, espere que el filo se microchipte dentro de los 15 minutos posteriores al corte continuo debido al desgaste abrasivo agresivo.
-
La solución alternativa del taller: Cambie a plaquitas con punta de PCD (diamante policristalino) con un ángulo de inclinación altamente positivo (+7° a +12°). Debes cortar la matriz de silicio en lugar de rasgarla.
-
¿Por qué? Si rompes la fase de silicio, dejas hoyos microscópicos en la superficie. En un entorno médico, una fosa de superficie de 5 micras es un santuario para las esporas bacterianas que fácilmente evitan los protocolos estándar de esterilización en autoclave.
Observación en el taller: Dejar una pieza fundida semimecanizada de A365-T6 reposar en un piso húmedo durante más de 6 horas antes de anodizarlo conduce a una rápida oxidación microgalvánica entre las fases ricas en silicio y la matriz de aluminio. Esto crea depósitos superficiales microscópicos que impiden la anodización uniforme de Tipo II, lo que da como resultado una pasivación con manchas que no pasa la prueba de niebla salina (ASTM B117) en menos de 48 horas.
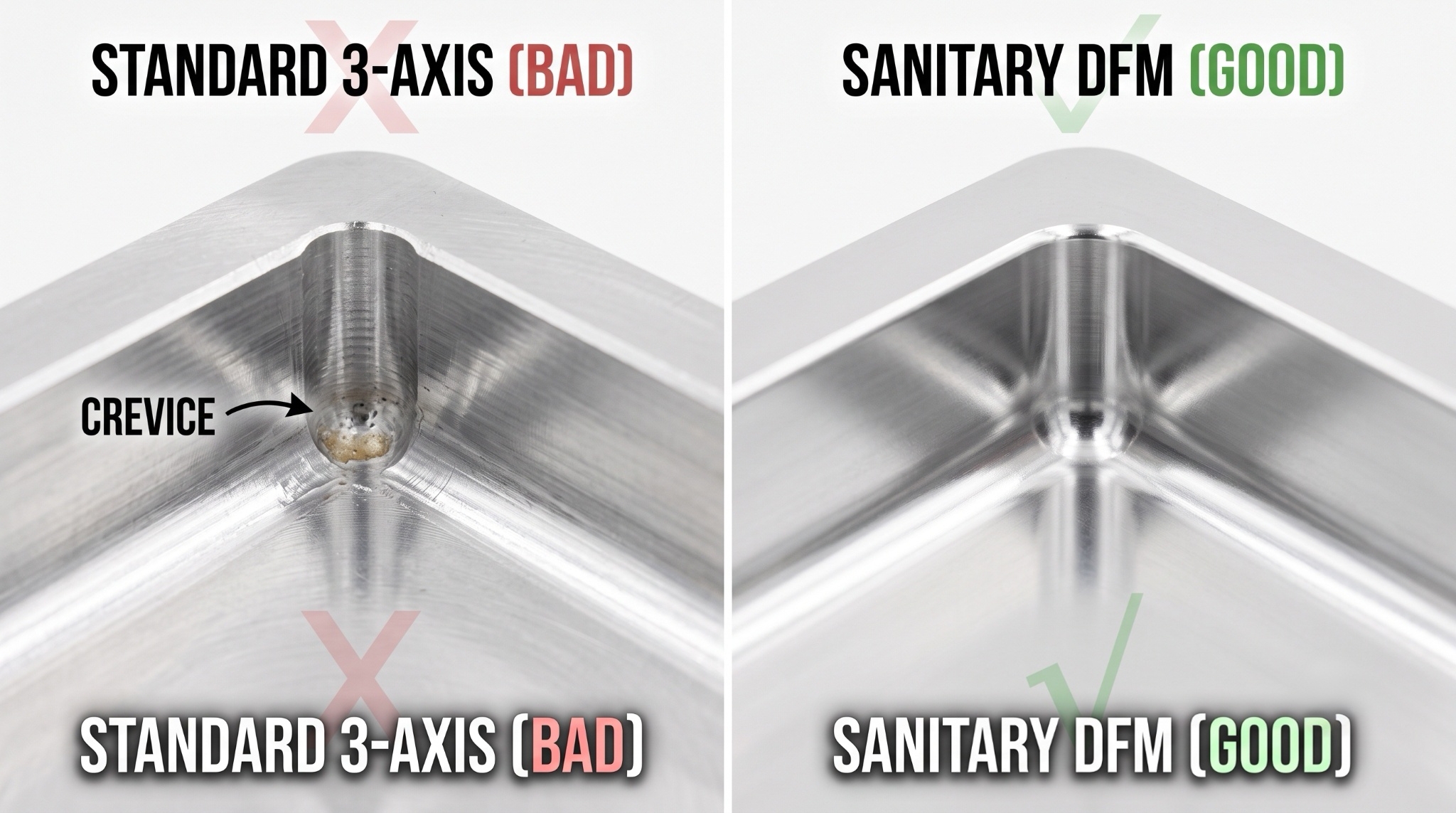
2. El imperativo sanitario DFM: eliminación de grietas y acabados superficiales
En el procesamiento de alimentos, el enemigo final es la "zona muerta" donde queda atrapada la materia orgánica. Si diseña una esquina con un radio de esquina CNC estándar de 3 ejes de 0,5 mm, acaba de crear un caldo de cultivo de bacterias. Las partículas de comida se alojarán allí y los productos químicos de limpieza in situ (CIP), como el hidróxido de sodio (NaOH) al 1,5 % o el ácido nítrico (HNO₃), que fluyen a 1,5 m/s, no generarán suficiente fuerza de corte para eliminarlas.
-
Límites de filete interno: Nunca especifique menos de R1,6 mm (1/16") para superficies sanitarias. Utilice una fresa de punta esférica con un paso ajustado (máximo 0,05 mm por pasada) para eliminar las marcas de festón. Cualquiera Una altura de festón (onda residual de la herramienta) superior a 0,8 micras Ra es un fallo automático.
-
La trampa de orificio ciego: si debe roscar una rosca M6 para una brida de montaje en contacto con alimentos, nunca use orificios ciegos estándar. El fondo del agujero actúa como un depósito estancado de materia orgánica. Especifique orificios pasantes o, si es estructuralmente imposible, utilice un taladro de 118 grados seguido de una fresa de extremo plano para limpiar el cono, asegurando que no haya espacios vacíos cuando el perno se aprieta a 9,5 Nm.
3. Estabilidad estructural bajo estrés de esterilización térmica
Considere un fondo de asiento médico mecanizado a partir de una fundición A365-T6. Se somete a ciclos de autoclave: vapor saturado a 134°C (273°F) a 2,1 bar durante 15 minutos. Durante este ciclo, la expansión térmica del aluminio es de aproximadamente 23 × 10⁻⁶ /K. Si la pieza contiene tensiones residuales desequilibradas debido a cortes de desbaste agresivos, el pico térmico alivia estas tensiones de manera desigual, deformando los orificios de alineación críticos hasta 0,04 mm. La asamblea está arruinada.
-
Nuestro protocolo de alivio de tensión: Después de un desbaste intenso (dejando un material de 0,8 mm), alivie la tensión térmica de las piezas a 180 °C durante 2 horas, déjelas enfriar lentamente hasta alcanzar temperatura ambiente y solo entonces proceda al acabado final. Esto garantiza que su tolerancia crítica de ±0,01 mm en el orificio de la bisagra del asiento médico se mantenga válida después de cientos de procesos de esterilización en autoclave.
Matriz de comparación técnica
Estudio de caso práctico: el verdadero coste del exceso de ingeniería
La trampa: una llamada de concentricidad de ±0,005 mm
-
El escenario: RFQ de un cliente para un Componente de asiento médico de aluminio fundido A365-T6 personalizado viene con un orificio de pivote ciego y profundo (Ø25 mm, profundidad 85 mm) que requiere una ±0,005 mm de concentricidad y Ra 0,2 μm acabado espejo< !---->.
-
La fricción: Cast A365-T6 contiene hasta 11,5% cristales de silicio< !---->. Con una relación profundidad-diámetro de 3,4:1, las barras de mandrinar estándar se desvían y vibran al golpear estas duras fases de silicio.< !---->. El desgarro de los cristales deja microhuecos, lo que obliga a un costoso proceso de bruñido secundario que falla fácilmente debido a errores de repetibilidad de sujeción< !---->.
2. Las matemáticas difíciles: autoclave frente a microtolerancias
-
La física: Este componente se somete a esterilización en autoclave a 134°C< !---->.
-
Las matemáticas: Durante el calentamiento, la expansión térmica de este orificio de Ø25 mm es aproximadamente:

-
La realidad: La expansión térmica (0.065mm) es 13 veces mayor que la tolerancia de temperatura ambiente del dibujo (0.005mm)< !---->. Cualquier precisión submicrónica lograda en el taller se pierde instantáneamente en el esterilizador< !---->.
3. La resolución Liqin DFM
-
Relájese: Convencimos al cliente para que abriera el concentricidad a ±0,025 mm y Ra a 0,8 μm, lo que permite el mecanizado CNC de 5 ejes y 1 configuración con herramientas PCD< !---->.
-
Buje PEEK de ajuste a presión: Diseñamos un paso para Coloque a presión un casquillo de PEEK biocompatible y autolubricante en el orificio< !---->. El casquillo se alinea automáticamente, amortigua las vibraciones y absorbe la expansión térmica del autoclave< !---->.
-
El impacto: Los costos de fabricación cayeron 68%, el tiempo de entrega se redujo de 4 semanas a 8 días y la vida útil del ensamblaje se duplicó< !---->.

Haga clic aquí para su consulta 👆
Preguntas frecuentes
P1: ¿Por qué se utiliza A365-T6 en lugar de 6061-T6 para algunos componentes médicos y cómo afecta esto al mecanizado?
A: El aluminio fundido A365-T6 se selecciona para aplicaciones orgánicas altamente complejas. geometrías para reducir el desperdicio de material de bloques en bruto y los tiempos de fresado en desbaste< !---->. Sin embargo, su alto contenido en silicio (9,5% - 11,5%) lo hace extremadamente abrasivo< !---->. Los maquinistas deben utilizar herramientas con punta de PCD para evitar microchips y eliminar picaduras en la superficie donde las bacterias podrían colonizar< !---->.
P2: ¿Cuál es el acabado superficial (Ra) recomendado para piezas de aluminio CNC en contacto con alimentos?
A: Para higiene y limpieza in situ (CIP), recomendamos una rugosidad superficial de Ra 0,4 μm o mejor, combinada con anodizado de Clase II. ruta-de-datos-al-nodo="10,0,0,1">< !---->. Cualquier vieira o marca de herramienta con una altura superior a Ra 0,8 μm actúa como una microgrieta donde los restos de alimentos orgánicos pueden evitar los lavados estándar de alta presión.< !---->.
P3: ¿Cómo se evita que las piezas de aluminio de precisión se deformen durante la esterilización en autoclave?
R: El aluminio tiene una alta tasa de expansión térmica< !---->. Para componentes de alta precisión, como los orificios de las bisagras de los asientos médicos, aplicamos un horneado para aliviar la tensión térmica a 180 °C durante 2 horas después de un intenso fresado de desbaste< !---->. Esto estabiliza la estructura molecular, lo que garantiza que las tolerancias críticas de ±0,01 mm no se deformen bajo vapor a 134 °C ruta-de-datos-al-nodo="13,0,0,5">< !---->.
P4: ¿Podemos realizar anodizado de capa dura tipo III en aluminio fundido A365-T6?
R: Sí, pero aleaciones fundidas requieren un estricto control químico. Las fases ricas en silicio del A365-T6 pueden causar espesores desiguales del recubrimiento o manchas si la pieza se expone a la humedad del taller durante demasiado tiempo antes de la pasivación.< !---->. Aplicamos límites estrictos de almacenamiento post-mecanizado y baños de pregrabado personalizados para garantizar una capa dura uniforme y biocompatible de 50 μm.< !---->.
P5: ¿Cómo pueden los ingenieros de diseño optimizar las piezas de aluminio de grado médico y alimentario para reducir costos?
R: La forma más rápida de reducir costos es evitar el agujero ciego grifos y tolerancias ultra ajustadas (como ±0,005 mm) donde no se requieren dinámicamente< !---->. Abrir los límites de concentricidad y diseñar casquillos de bronce o PEEK biocompatibles reemplazables y de ajuste a presión en lugar de orificios sólidos micromecanizados puede reducir los costos de mecanizado hasta en un 60%+< !---->.
Haga clic aquí para su consulta 👆
Resumen
El mecanizado CNC de precisión para equipos médicos y alimentarios es una disciplina estricta que rige la metalurgia, las geometrías sanitarias y la estabilidad de tensiones . El exceso de ingeniería solo aumenta los costos . En Ningbo Liqin Industrial & Trading, aprovechamos más de 100 máquinas CNC multieje, estándares ISO 9001:2015 y experiencia avanzada en DFM para convertir planos complejos en realidades de producción con costos optimizados . Contáctenos para una evaluación de ingeniería y una cotización instantánea dentro de las 24 horas .
Información de contacto
Descargo de responsabilidad
Los datos técnicos y los casos de ingeniería presentados en este artículo tienen fines informativos y educativos únicamente . Ningbo Liqin Industrial & Trading Co., Ltd. no ofrece ninguna garantía expresa o implícita con respecto a métricas de rendimiento idénticas en diferentes entornos operativos . Sigue siendo responsabilidad exclusiva del comprador verificar, probar y definir los requisitos normativos y de ingeniería específicos para su producto único. ue aplicaciones médicas o de calidad alimentaria .