En el mecanizado CNC de precisión, establecer una tolerancia nunca se trata solo de lograr un ajuste mecánico correcto; es una elección empresarial crítica que impacta directamente su cronograma de I+D y su presupuesto de compras. En el momento en que ajusta su tolerancia de dibujo de un estándar de ±0,05 mm a un ultrapreciso ±0,01mm, desencadena un enorme aumento de costos en el taller, ya que cada micrón que elimina se propaga a lo largo de todo el proceso de fabricación.
Para alcanzar esa marca, debe actualizar a centros de mecanizado multieje de alta gama, cambiar a accesorios personalizados de alta rigidez con expansión térmica ultrabaja e incluso realizar inspecciones en salas con clima controlado para combatir la variación de temperatura. Basándose en años de experiencia en fabricación de primera línea en Ningbo Liqin Industrial & Trading Co., Ltd., esta guía desglosa cómo un aumento de precisión tan pequeño obliga a una revisión completa del proceso y por qué este $0.04\text{ mm}$ la diferencia desencadena un aumento explosivo y no lineal de costos.
Tabla: Mecanizado CNC Tolerancia, dificultad y coeficiente de coste
±0,1 mm - ±0,2 mm< !----> < !---->
Fresadoras CNC estándar de 3/4 ejes; taller estándar< !----> < !---->
Línea base (1,0x)
< !---->
±0,02 mm - ±0,05 mm< !----> < !---->
Centros de mecanizado verticales de gama media a alta< !----> < !---->
1,5x - 2,0x
< !---->
±0,005 mm - ±0,01 mm< !----> < !---->
CNC/fresado de 5 ejes importado; taller climatizado< !----> < !---->
3,5x - 5,5x
¿Por qué elegir nuestra guía? Experiencia real en el taller de Liqin Industrial & Trading
Los datos de la industria y la lógica de fabricación divulgados en esta guía se derivan de datos del mundo real acumulados a través de revisiones de diseño y procesos de ensamblaje en taller en Liqin Industrial & Trading Co., Ltd < !---->. Como empresa integrada de fabricación y comercialización de alta tecnología que presta un profundo servicio a la automatización industrial global, Componentes automotrices de precisión, Componentes de precisión de calidad alimentaria y componentes de precisión de dispositivos médicos, ayudamos a los equipos globales de I+D a realizar revisiones de Diseño para Manufacturabilidad (DFM). todos los días .
Creemos firmemente que un diseño excelente no persigue la "precisión extrema" por sí misma, sino que busca "el equilibrio perfecto entre realización funcional y rentabilidad." Siempre escaneamos cada tolerancia que marca el momento en que un nuevo archivo CAD 3D llega a nuestro escritorio. Ese es el flujo de trabajo estándar de nuestro equipo de ingeniería de Liqin. A continuación, lo guiaré a través de todos los detalles básicos del mecanizado de precisión: charla sencilla, sin jerga vaga, toda lógica técnica sólida.
La naturaleza física de la tolerancia y la incertidumbre de la fabricación mecánica

El error geométrico cero es imposible en la fabricación real. No importa cuán alta sea la repetibilidad de una máquina, las dimensiones finales de una pieza en el mecanizado real se ven inevitablemente afectadas por los siguientes factores físicos :
-
Estrés térmico y ambiental Fluctuaciones: La zona de corte genera instantáneamente temperaturas de varios cientos de grados Celsius durante el corte debido a la intensa fricción, lo que provoca una microexpansión tanto de la herramienta como de la pieza de trabajo.< !---->. Incluso una pequeña fluctuación de 2°C en la temperatura del taller puede causar cambios dimensionales a nivel de micras en las materias primas metálicas (expansión y contracción térmica)< !---->.
-
Descentramiento incorporado en la máquina Problemas: Incluso los husillos pesados de altas revoluciones que giran a decenas de miles de revoluciones por minuto todavía presentan una pequeña oscilación radial. Agregue un juego de husillo de bolas y un sutil deslizamiento del riel, la desviación dimensional es inevitable.
-
La abrasión del borde de la herramienta es inevitable: El mecanizado de material resistente como acero inoxidable 304, 316 o aleación de titanio durante horas seguidas desgasta los bordes cortantes de forma permanente. La cortadora desgastada elimina menos material de lo programado, lo que empuja las dimensiones de la pieza por encima de los límites superiores de tolerancia.
Por lo tanto, las tolerancias no son barreras para la fabricación . En cambio, representan un margen de seguridad definido para las desviaciones de fabricación para garantizar que "las piezas se puedan ensamblar, encajar, no pierdan líquido y no vibren". < !---->
Cuatro factores de proceso principales que impulsan los costes en el mecanizado de ultraprecisión
1. Actualización completa de maquinaria y condiciones ambientales
Para trabajos con tolerancia de ±0,05 mm, el equipo normal funciona perfectamente bien. Una fresadora CNC de 3 o 4 ejes en buen estado, o un torno CNC estándar de alta velocidad, pueden ejecutar una producción por lotes estable en talleres ordinarios sin control de temperatura. Obtenemos altos rendimientos, baja depreciación del equipo y un rendimiento diario rápido sin gastos generales adicionales.
Además de las actualizaciones de equipos, estas máquinas de precisión no pueden funcionar en talleres normales. Requieren zonas de producción dedicadas con temperatura constante estricta, humedad fija y tratamiento profesional de aislamiento de vibraciones. Todas estas actualizaciones de hardware y entorno conllevan una enorme inversión de costes fijos.
2. Control estricto de herramientas y reemplazo proactivo frecuente
Al cortar metales en bruto de alta dureza, los bordes de las herramientas desprenden continuamente trazas de átomos, lo que hace que las dimensiones se desvíen hacia un "corte insuficiente". Bajo una tolerancia de ±0,05 mm, los operadores pueden gestionar el desgaste normal de la herramienta realizando microajustes manualmente cada pocas horas .
Sin embargo, en el mecanizado de ±0,01 mm, incluso el desgaste de una herramienta de 10 micrones conduce directamente a piezas fuera de tolerancia . Para mantener altos rendimientos, el sistema de mecanizado debe utilizar parámetros de corte de alta gama, utilizar ajustadores de herramientas láser en la máquina e implementar "estrategias proactivas de reemplazo de herramientas" de alta frecuencia. Esto reduce la utilización de la vida útil de la herramienta en más de un 60 %, lo que dispara los costos de consumo de herramientas .
3. Sistemas de posicionamiento DFM y deformación física de sujeción
Todas las piezas metálicas producen deformación elástica bajo presión de sujeción. Después de soltarla, el rebote elástico cambia las dimensiones de la pieza. Esta pequeña deformación es insignificante para una tolerancia de ±0,05 mm, pero fatal para estándares de ultraprecisión de ±0,01 mm.
4. Procesos ampliados de inspección y estabilización de temperatura
Las piezas de ultraprecisión son difíciles de medir con exactitud. Los calibradores y micrómetros vernier comunes se ven fácilmente afectados por la operación manual y la temperatura, y fallan en la detección de precisión de ±0,01 mm.
Estudio de caso de optimización DFM clásica de Liqin Industrial & Trading: una reducción científica de costos del 42 %
-
Antecedentes del cliente: A La multinacional europea global de maquinaria de embalaje de larga trayectoria nos envió un plano para un soporte de transmisión fabricado en acero inoxidable 316, con una orden de compra inicial de 800 piezas< !---->. Debido a que los ingenieros de I+D del cliente buscaban un ajuste de ensamblaje impecable, todo el perfil exterior, el espesor de los bordes, las ranuras profundas y los orificios de montaje del ensamblaje se etiquetaron uniformemente con una precisión extremadamente alta de ±0,01 mm< !---->.
-
Análisis y obstáculos: Una vez que recibimos los dibujos 3D y 2D del cliente, nuestro El equipo de ingeniería de Liqin DFM completó inmediatamente la evaluación de viabilidad del proceso. El acero inoxidable 316 es muy difícil de mecanizar. Presenta una alta tensión interna y una fuerte tendencia a la deformación térmica.
Si siguiéramos el requisito original de tolerancia de ±0,01 mm para piezas completas, nos veríamos obligados a fabricar casi todas las superficies mediante rectificado lento y electroerosión por hilo de baja velocidad. Las tasas de chatarra aumentarían y los costos unitarios se volverían comercialmente inviables. -
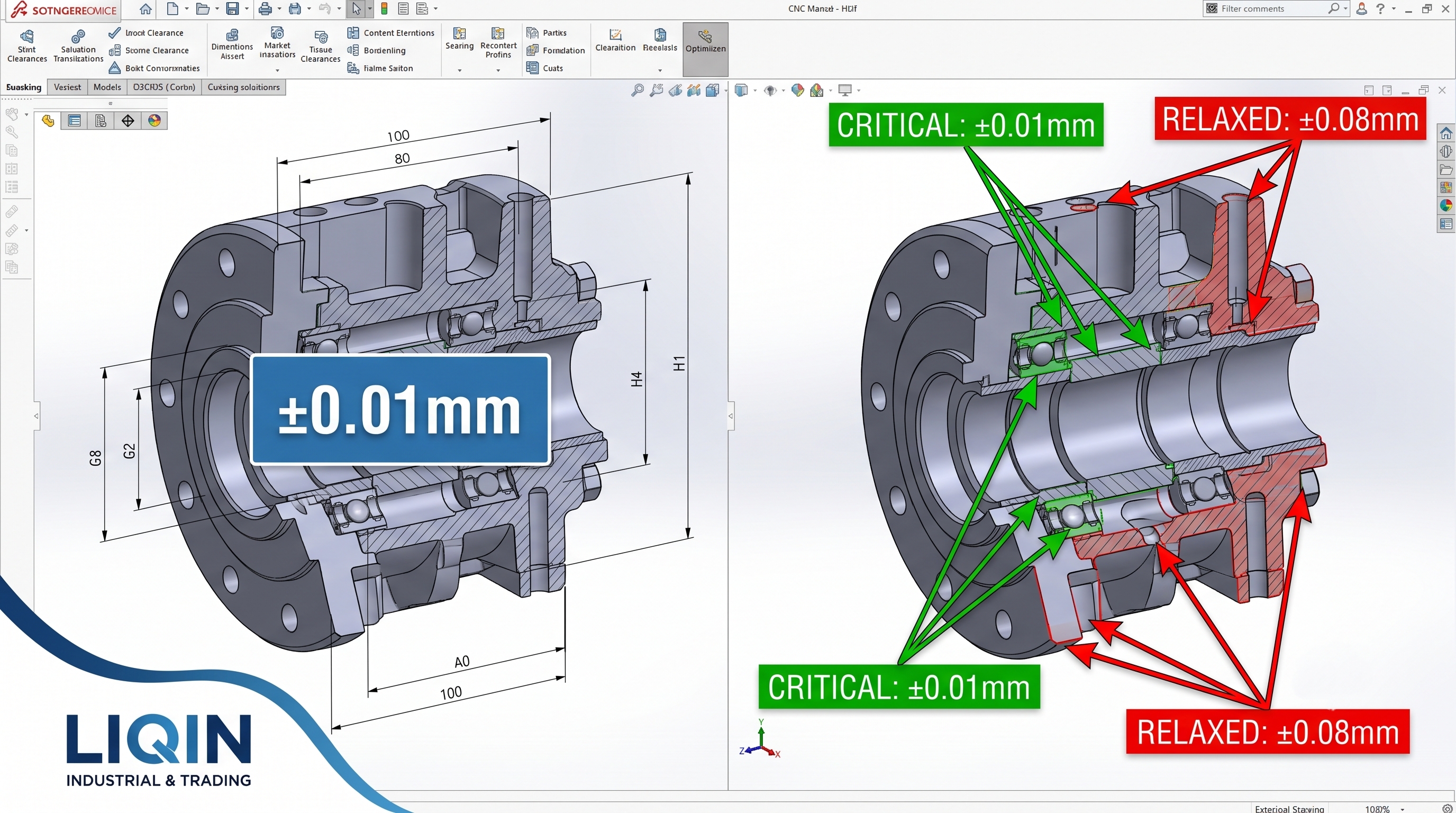
Solución personalizada: Entregamos una propuesta de optimización de tolerancia funcional localizada específica durante nuestra reunión técnica en línea con el cliente:
Reservamos la estricta tolerancia de interferencia de ±0,01 mm solo para el orificio central del rodamiento central, que se adapta a rodamientos de precisión importados. Este orificio crítico se termina mediante perforación de ultraprecisión y rectificado fino para garantizar la precisión del ensamblaje y la estabilidad rotacional.Todas las características no críticas (perfiles exteriores, superficies de contacto, espacios laterales y orificios de paso de pernos) se relajaron razonablemente a ±0,08 mm. -
Beneficios del proyecto: El cliente aprobó completamente nuestro plan de optimización de DFM. El engorroso proceso original (alivio de tensión repetido + rectificado lento a gran escala) fue reemplazado por un eficiente fresado CNC además de un acabado de precisión localizado.
Esta actualización arrojó resultados tangibles: el costo de una sola pieza se redujo en un 42 %, el tiempo de entrega se redujo de 15 a 10 días, mientras que el rendimiento mecánico y la precisión del ensamblaje se mantuvieron sin cambios. Este proyecto también fortaleció nuestra cooperación técnica a largo plazo con el cliente.
Haga clic aquí para su consulta 👆
Preguntas frecuentes
P1: ¿Por qué las propiedades físicas y químicas de los materiales afectan directamente los costos de mecanizado con tolerancias estrictas?
R: Todo se reduce a la maquinabilidad y la estabilidad térmica en el mundo real. Las aleaciones resistentes y pegajosas como el acero inoxidable 316 y el titanio generan un enorme calor de corte durante el procesamiento. Se endurecen rápidamente y acumulan tensión térmica fácilmente. Esto acelera significativamente el desgaste de la herramienta, lo que nos obliga a adoptar controles de proceso estrictos y costosos solo para mantener una precisión de ±0,01 mm.
P2: ¿Cómo garantizar ajustes rotacionales de alta precisión sin costes excesivos?
R: Cíñete a los sistemas de ajuste estándar de base de orificios o de eje. No necesita tolerancias ultra estrictas en ambas piezas acopladas.
P3: ¿Cómo maneja Liqin las dimensiones sin tolerancia marcada en los dibujos?
R: Las tolerancias no dimensionadas siguen estándares internacionales unificados. En Liqin, aplicamos estrictamente la clase de tolerancia media ISO 2768-m. La mayoría de las dimensiones sin marcar se encuentran dentro de una desviación de ±0,1 mm a ±0,2 mm.
P4: ¿Qué conflictos físicos ocurren entre las tolerancias de alta precisión y los tratamientos superficiales posteriores (como anodizado, pasivación química o recubrimiento de teflón)?
R: Este es un error de diseño muy común. Todos los recubrimientos de superficie alteran las dimensiones de las piezas.
El anodizado de aluminio agrega entre 5 y 15 μm de espesor por lado. La pasivación, el revestimiento químico y el revestimiento de teflón también crean cambios dimensionales mensurables. Si mecaniza piezas con una precisión de ±0,01 mm antes del tratamiento, el tamaño final definitivamente saldrá de la tolerancia después del recubrimiento.
P5: ¿Cómo maximizar el ahorro de costos a través del soporte técnico de Liqin sin sacrificar el rendimiento de las piezas?
R: La solución más eficiente es la implicación temprana del proveedor (ESI).
Envíe sus archivos CAD 3D STEP/STP más especificaciones de tolerancia y ensamblaje. Nuestro equipo de ingeniería entregará una revisión DFM completa, consejos de ajuste de tolerancia y una cotización competitiva en menos de 24 horas horas.
Puede comprobar rápidamente si su diseño funciona, reducir costes innecesarios de tolerancia ultra estricta y aprovechar al máximo su presupuesto de compras.
Información de contacto
Renuncia de responsabilidad sobre propiedad intelectual y especificaciones técnicas
-
Confidencialidad del diseño y protección de propiedad intelectual: Liqin protege estrictamente todos los datos de diseño y la propiedad intelectual del cliente. Todos los archivos 3D, dibujos 2D y especificaciones técnicas enviados son totalmente confidenciales. Nunca divulgaremos, compartiremos ni reutilizaremos sus diseños sin su aprobación por escrito. También admitimos la firma formal de acuerdos de confidencialidad según la solicitud del cliente.
-
Precedencia de los dibujos técnicos: en caso de cualquier inconsistencia en las dimensiones, tolerancias o requisitos técnicos entre los modelos 3D y los dibujos 2D durante la cotización y la producción, las anotaciones en los dibujos de ingeniería 2D prevalecerán, a menos que se acuerde lo contrario en escrito por ambas partes.
-
Aplicabilidad estándar: todos los casos de mecanizado, puntos de referencia de tolerancia y datos de plazos de entrega en esta página sirven solo como referencia técnica general. La capacidad de fabricación real y el rendimiento de precisión están sujetos a la estructura única de la pieza, las propiedades del material y los procesos de tratamiento de la superficie.