Superación de cuellos de botella en procesos múltiples: perspectivas técnicas y beneficios cuantificables del mecanizado complejo mediante torneado y fresado.
En el ámbito de la adquisición de componentes de alta precisión, los compradores B2B y los ingenieros de proyectos se enfrentan constantemente a una disyuntiva crucial: cuanto mayor sea la complejidad geométrica de una pieza, mayor será el riesgo de acumulación de tolerancias y de plazos de entrega de fabricación impredecibles.
Cuando un componente integra diámetros de torneado precisos (perfiles cilíndricos) junto con detalles asimétricos como orificios descentrados, agujeros transversales o ranuras fresadas complejas, la producción convencional divide el trabajo entre tornos CNC y centros de mecanizado vertical separados. Este enfoque tradicional genera tres problemas de fabricación fatales:
-
Fallos en el dimensionamiento y tolerancias geométricas (GD&T) debido al reajuste de la sujeción : Cada vez que una pieza se dessujeta, se transfiere y se vuelve a sujetar manualmente en una máquina nueva, se acumulan desviaciones del mandril a nivel micrométrico y errores de ajuste de la herramienta. Esto hace que sea prácticamente imposible mantener las tolerancias de posición y coaxialidad exactas.
-
Latencia excesiva en la producción : Las piezas pierden días esperando en colas entre distintos centros de trabajo, lo que alarga un ciclo de producción que de otro modo sería corto hasta convertirlo en semanas.
-
Coste desorbitado de los sistemas de sujeción : La compra o la construcción de dispositivos de fijación personalizados e independientes para operaciones de torneado y fresado multieje incrementa considerablemente los presupuestos iniciales.
La implementación del mecanizado multitarea de torneado y fresado está diseñada específicamente para eliminar estos cuellos de botella estructurales fundamentales desde la base.
1. Análisis técnico en profundidad: El mecanismo multieje bajo el capó
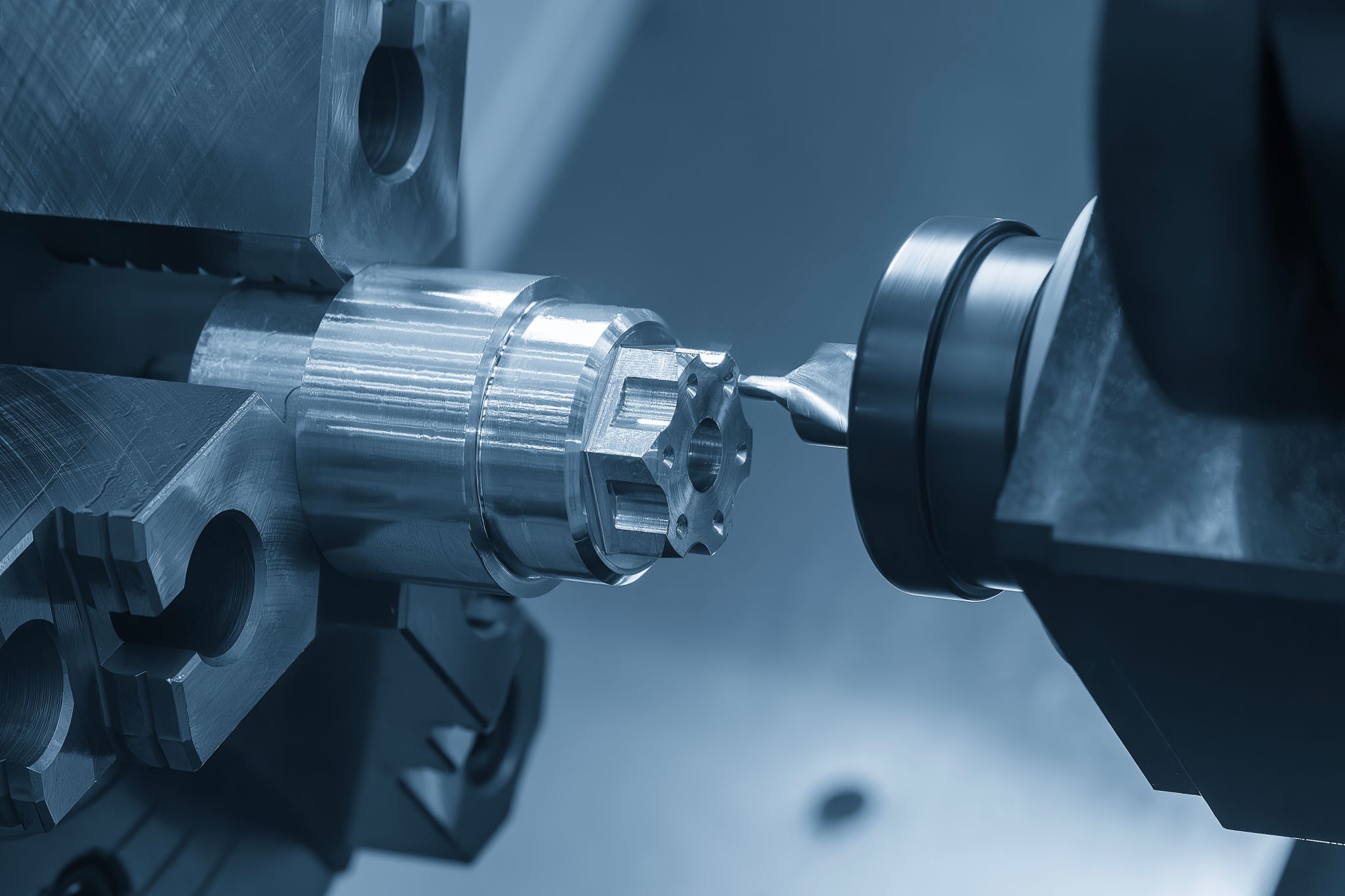
Si bien los equipos de torneado y fresado tradicionales presentaban torretas motorizadas básicas en tornos estándar, los modernos centros multitarea de torneado y fresado de alta precisión emplean husillos de fresado de eje B independientes, husillos principales/secundarios duales sincronizados y estaciones de herramientas motorizadas de alto par. Gracias a la interpolación de coordenadas polares y a los algoritmos de coordenadas cilíndricas continuas, estas estaciones de trabajo proporcionan un control multieje sincronizado en los ejes X, Y, Z, B y C.
En consecuencia, desde la alimentación de la barra en bruto hasta el corte de la pieza terminada, las geometrías de la cara frontal, los agujeros transversales angulares y los perfiles helicoidales de paso variable se ejecutan bajo un mismo sistema de referencia de mecanizado.
Para ilustrar las ventajas operativas y técnicas concretas, hemos cuantificado las diferencias entre la tecnología de torneado-fresado y el procesamiento de corte tradicional:
📊 Métricas cuantificables y comparación de procesos
| Dimensión de evaluación / Indicador clave | Proceso de división tradicional (torneado CNC + fresado vertical) | Mecanizado moderno de torneado y fresado multieje | Mejora del rendimiento principal |
| Número de configuraciones | De 3 a 5 configuraciones (en gran medida manual) | 1.ª instalación (todo en uno) | Reduce el error de configuración humana en más del 70 %. |
| Coaxialidad y tolerancia de posición verdadera | ±0,020 mm ~ ±0,050 mm | ≤ ±0,005 mm | Mejora de 4 veces en límites estrictos de GD&T |
| Capacidad dimensional (valor Cpk) | < 1,33 (Varianza altamente volátil) | ≥ 1,67 (Precisión ultraestable) | Reduce las tasas de desperdicio por lote por debajo del 0,5 %. |
| Plazo de entrega total | 7 - 10 días (incluidos el tránsito y las colas) | 1 - 3 días | Acelera el plazo de entrega total entre un 60 % y un 70 %. |
| Se requieren dispositivos de sujeción específicos. | 3 - 4 Accesorios personalizados | 1 Soporte de trabajo universal estándar | Reduce el capital inicial necesario para la adquisición de herramientas en un 50%. |
2. Control de calidad de proceso completo: desde la simulación CAM hasta la verificación con CMM.
Gestionar configuraciones ultracomplejas requiere más que hardware de última generación; exige un ecosistema de control de calidad robusto y de circuito cerrado para garantizar envíos industriales sin defectos:
-
Auditorías digitales DFM (Diseño para la Fabricación) : Antes de cargar el material físico, nuestro equipo de ingeniería realiza simulaciones dinámicas de detección de colisiones y cinemática multieje mediante paquetes CAM de última generación (por ejemplo, Mastercam, Hypermill). Esto elimina la posible desviación de la herramienta y las vibraciones superficiales localizadas.
-
Sondeo en máquina : Gracias a la incorporación de sondas ópticas infrarrojas Renishaw, nuestros sistemas escanean las marcas de referencia de la materia prima y ajustan automáticamente las coordenadas de trabajo antes del corte, lo que garantiza compensaciones dinámicas en tiempo real por el desgaste de la herramienta.
-
Validación con CMM en clima controlado : Tras el mecanizado, las piezas ingresan a nuestro laboratorio de inspección con temperatura controlada a 22 °C. Máquinas de medición por coordenadas (CMM) hexagonales de alta precisión verifican minuciosamente la posición espacial, la excentricidad y los perfiles geométricos, generando informes de inspección dimensional completos que se envían directamente con su lote.
3. Amplio espectro de aplicaciones industriales: Conquistando diversas aleaciones industriales
Gracias a la extrema rigidez de su estructura y a sus diversos métodos de corte, la multifuncionalidad de torneado y fresado destaca en el manejo de materiales de ingeniería exigentes y en cadenas de suministro globales altamente reguladas:
-
Tecnologías médicas : Tornillos de compresión ósea, articulaciones robóticas quirúrgicas especializadas. Utilizando principalmente titanio (Ti-6Al-4V ELI) o aceros inoxidables de grado implante, requieren una ejecución sin rebabas y un microroscado en una sola pasada.
-
Maquinaria para procesamiento y envasado de alimentos : Rotores de bombas de cavidad progresiva excéntricas, tapones para válvulas de distribución multipuerto. Fabricados generalmente en acero inoxidable austenítico 316L , presentan intrincados diseños helicoidales dobles de paso variable. Requieren acabados superficiales impecables con un grado sanitario de brillo Ra de 0,4 μm para inhibir activamente el crecimiento bacteriano.
-
Optoelectrónica y semiconductores : Cavidades láser de alto vacío, carcasas para sensores optoelectrónicos. Fabricadas en aluminio de grado aeroespacial (7075-T6) , destacan por sus tolerancias herméticas sin fugas y sus impecables acabados superficiales.
-
Aeroespacial y Defensa : Rotores de turbinas de gas en miniatura, manguitos de carrete de accionamiento hidráulico. Estos requieren una eliminación de metal pesada y precisa de superaleaciones difíciles a base de níquel como Inconel 718 .
❓ Preguntas frecuentes sobre conversión de alta frecuencia: Cómo superar las barreras de aprovisionamiento
P1: Nuestro proyecto se encuentra en su fase de I+D y requiere una producción de bajo volumen de solo 5 a 10 piezas. ¿El mecanizado por torneado y fresado admite lotes pequeños y los costos de configuración son prohibitivos?
A1: Por supuesto. Una de las principales ventajas del mecanizado torneado-fresado multieje es la eliminación total de múltiples utillajes personalizados. Si bien la programación multieje y la configuración inicial de la máquina requieren más tiempo que las configuraciones básicas de torno, evitar el gasto de fabricar múltiples utillajes especializados hace que el torneado-fresado sea altamente rentable para lotes pequeños y medianos (de 5 a 50 unidades) en comparación con el fresado dividido tradicional.
P2: ¿Cómo garantizan que las estrictas especificaciones geométricas de nuestros planos, como un límite de coaxialidad de ≤ 0,008 mm, se cumplirán de forma fiable?
A2: Garantizamos esto mediante una doble medida de seguridad de ingeniería. Estructuralmente, nuestro proceso "Hecho en una sola operación" mecaniza diámetros exteriores y fresa orificios excéntricos en una sola configuración, eliminando los errores acumulativos de las transferencias manuales entre máquinas. En cuanto a la verificación, cada lote se somete a una inspección obligatoria en nuestras máquinas de medición por coordenadas Hexagon, y usted recibirá un informe de inspección dimensional certificado y totalmente rastreable con su envío.
P3: ¿Qué formatos CAD 3D aceptan y ofrecen optimización de ingeniería antes de que comience la fabricación?
A3: Nos integramos a la perfección con casi todas las extensiones de archivo CAD universales, incluyendo .STEP, .STP, .IGS, .X_T, and .DWG . Nuestro equipo de ingeniería ofrece una evaluación DFM (Diseño para la Fabricación) completa y gratuita en un plazo de 24 horas tras la presentación del plano. Si identificamos radios internos afilados o áreas con voladizos pronunciados que podrían comprometer la rugosidad de la superficie, sugeriremos proactivamente modificaciones de diseño alternativas para optimizar su presupuesto de fabricación.
TEL: +86 187 5714 8656
Correo electrónico: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Sitio web: https://www.cncliq.com/