
Cada semana en Ningbo Liqin Industrial & Trading Co., Ltd., nuestro equipo de ingeniería abre cientos de STEP archivos . En un monitor de alta resolución, los modelos CAD se ven perfectos. Pero cuando los traducimos a trayectorias de herramientas Mastercam para nuestras configuraciones de 5 ejes DMG MORI, la realidad del taller de mecanizado se hace cargo: esquinas internas estrechas que exigen horas de electroerosión lenta, cavidades profundas destinadas a romper cortadores de carburo y roscas modeladas sin espacio libre para el escape de virutas .
Ajustando estas funciones para que coincidan con los límites físicos de las herramientas de corte giratorias, puedes ahorrar fácilmente un 30 % en tu factura de mecanizado . Así es como lo hacemos, despojados de tonterías teóricas.
1. La penalización por el radio interno: por qué los ángulos R cuestan una fortuna
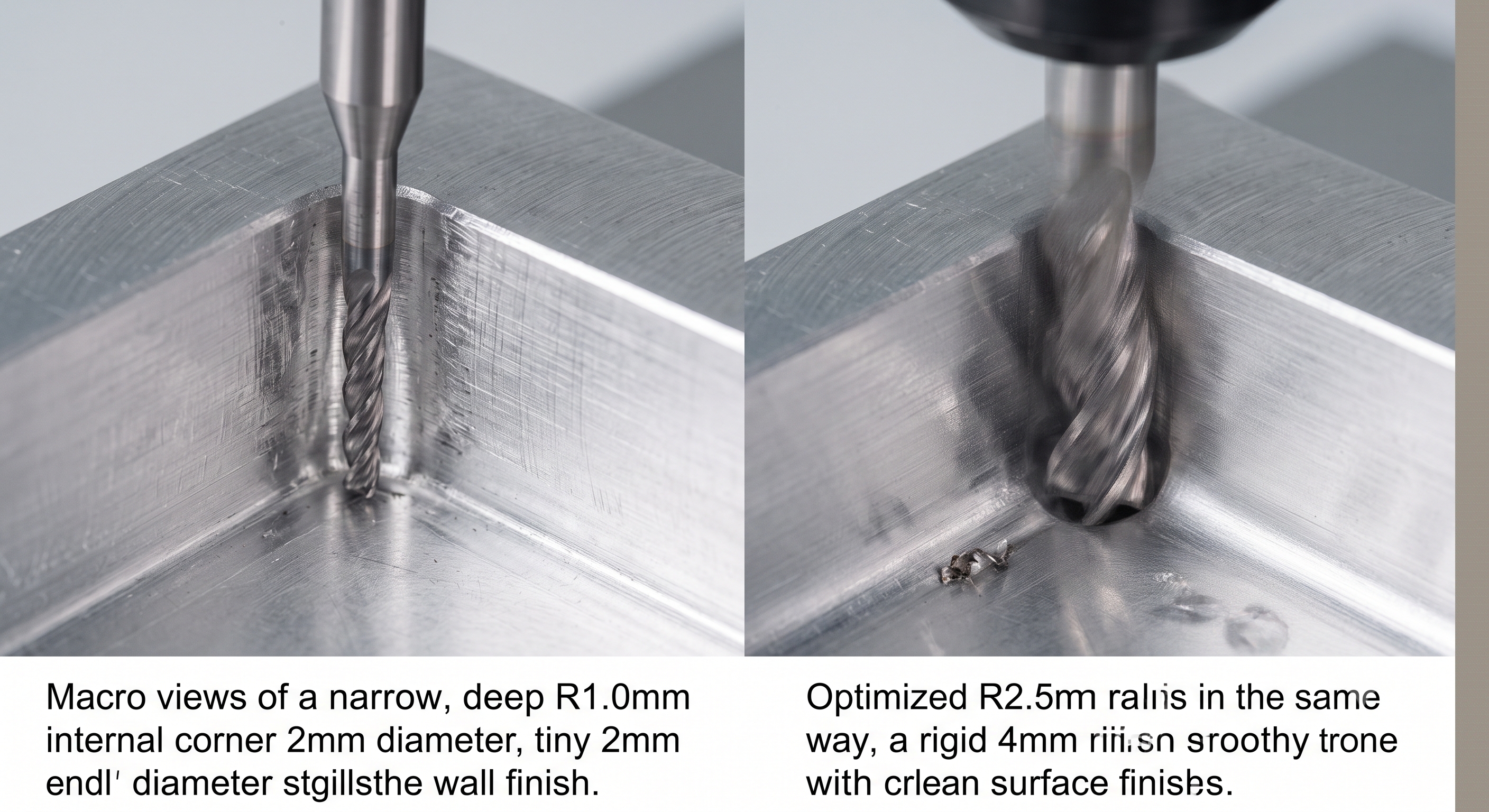
Coge un bolsillo de 30mm de profundidad con un ajustador R1.0mm en una impresión, y nos obliga a caer desde una rígida 10mm más rugosa hasta una frágil 2mm microfresa de largo alcance . La rigidez de la herramienta aumenta con la cuarta potencia de su diámetro (d^4). Esa herramienta 2mm tiene 625 veces menos rigidez que una cortador de 10 mm.
Caída de rigidez = (10)^4 / (2)^4 = 10000/16 = 625 veces menos rígido
Para evitar que la herramienta se rompa como un palillo, nuestros operadores tienen que reducir la velocidad de avance a un 150mm/min. Si nos permite abrir esa esquina a R2.5mm (permitiendo una fresadora de 4mm), podemos ejecutar la herramienta más rápido caminos, ahorre un 55 % en el tiempo de ciclo y elimine la deflexión de la herramienta que arruina los acabados de las paredes .
-
Regla general: Mantener R≥1.1×Rtool. Esto le da al cortador un respiro en la esquina, evitando un aumento repentino en el acoplamiento de la herramienta de 90 a 180 grados que causa vibración intensa y microdesprendimiento.
2. Bolsillos, relaciones de aspecto y resonancia de pared delgada
Las ranuras estrechas y profundas invitan a problemas. Cuando la relación profundidad-diámetro de la cavidad cruza L/D>4, las herramientas de carburo estándar se desvían bajo fuerzas de corte laterales de acuerdo con la ecuación clásica de viga en voladizo:
Para contrarrestar esta desviación (> 0.012mm), debemos ralentizar las operaciones de la máquina o utilizar herramientas costosas de cuello cónico de largo alcance . Mantenga las profundidades de desbaste dentro de 3×D. Para cavidades profundas, diseñe una cavidad escalonada o divida la pieza en un conjunto de varias piezas .
La vibración también afecta a las paredes delgadas. Mecanizado de aluminio (como AL6061-T6) debajo de 0.8mm libera tensiones internas y hace que el metal empuje lejos del cortador. Esto deja una superficie ondulada o agrieta el material.
Para evitar esto sin agregar costos al proceso, utilizamos un método de reducción progresiva en el piso. Alternamos cortes en ambos lados, bajando 1,5 mm a la vez para dejar que la masa sin mecanizar actúe como soporte. Utilizamos cortadores de aluminio afilados de un solo filo a más de 20 000 rpm para mantener las fuerzas de corte ligeras.
3. La trampa de la configuración: por qué las rotaciones de piezas agotan los presupuestos
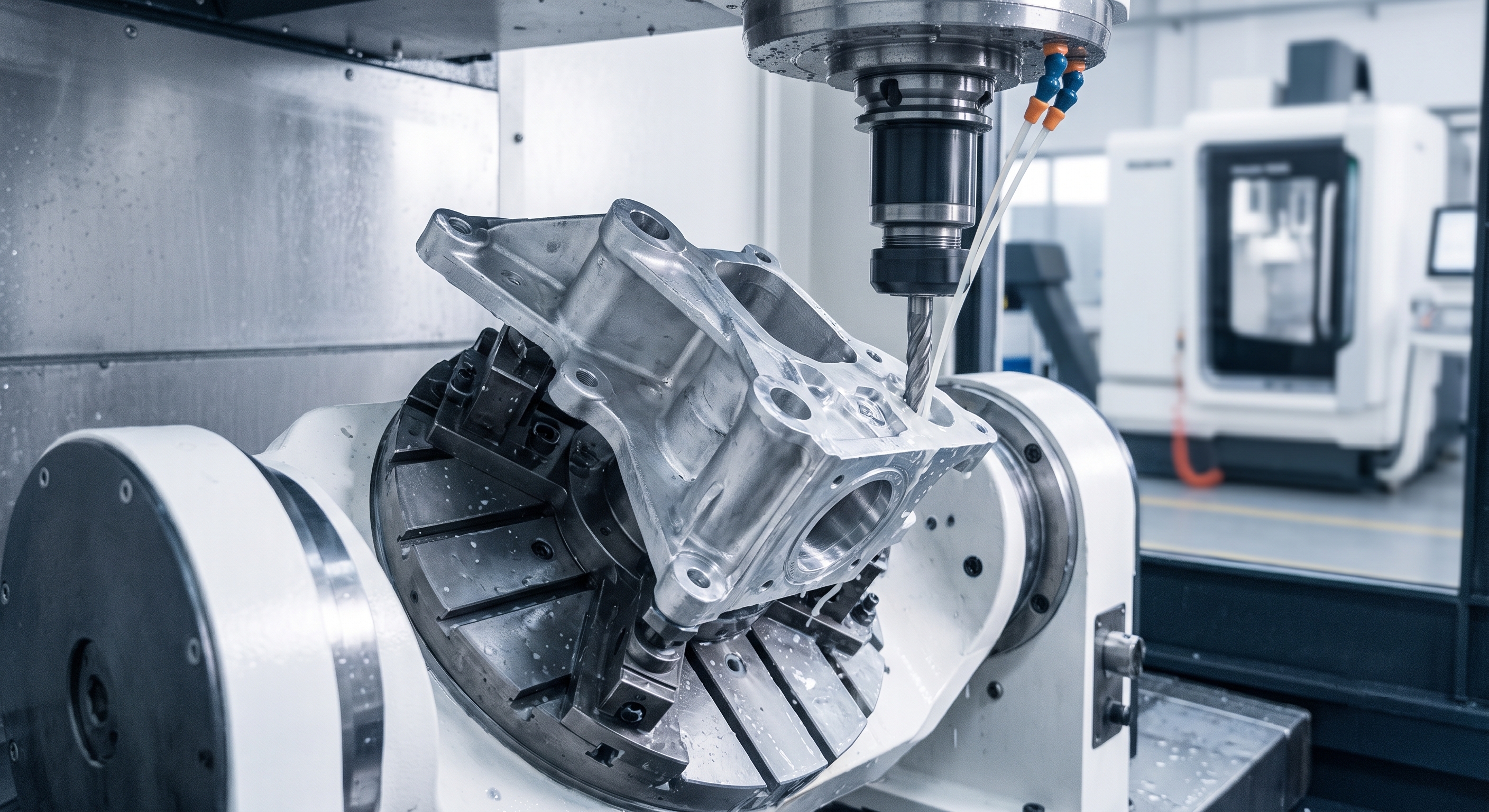
Muchos diseñadores asumen que el costo depende únicamente del volumen de material. Pasan por alto el trabajo manual de configuración de accesorios y alineamiento de indicadores. Cada cara que requiere rotación obliga al operador de la máquina a detener, soltar, voltear, volver a sujetar y volver a sondear el sistema de coordenadas de la pieza de trabajo. En la producción de bajo volumen, la configuración y la alineación representan más del 70 % del total de horas de mano de obra.
Además, cada nuevo ajuste introduce errores de alineación de nivel micro que amenazan las dimensiones geométricas transversales como la perpendicularidad y la coaxialidad.
-
DFM procesable: Diseñe características de acoplamiento críticas (ubicación de orificios, asientos de rodamientos) en el mismo plano axial.
-
Alternativa: Permítanos ejecutar la pieza en nuestros centros de mecanizado de 5 ejes para terminar el mecanizado de 5 lados en una sola configuración, ahorrándole un 30 % en costos de mano de obra.
4. Agujeros ciegos y roscas poco profundas
Vemos esto a menudo en carcasas de automóviles: una rosca M6 especificada con una profundidad de 12 mm en un agujero ciego que tiene solo 14 mm de profundidad . Un macho de roscar de flauta en espiral estándar no puede roscarse hasta el fondo absoluto de un orificio debido al avance del chaflán de la herramienta (generalmente de 2 a 3 pasos) . Forzar el grifo hacia abajo comprime las virutas de aluminio empaquetadas en la parte inferior, aumenta el torque de corte y rompe la herramienta.
Profundidad mínima de perforación = longitud de rosca utilizable + (3 x paso)
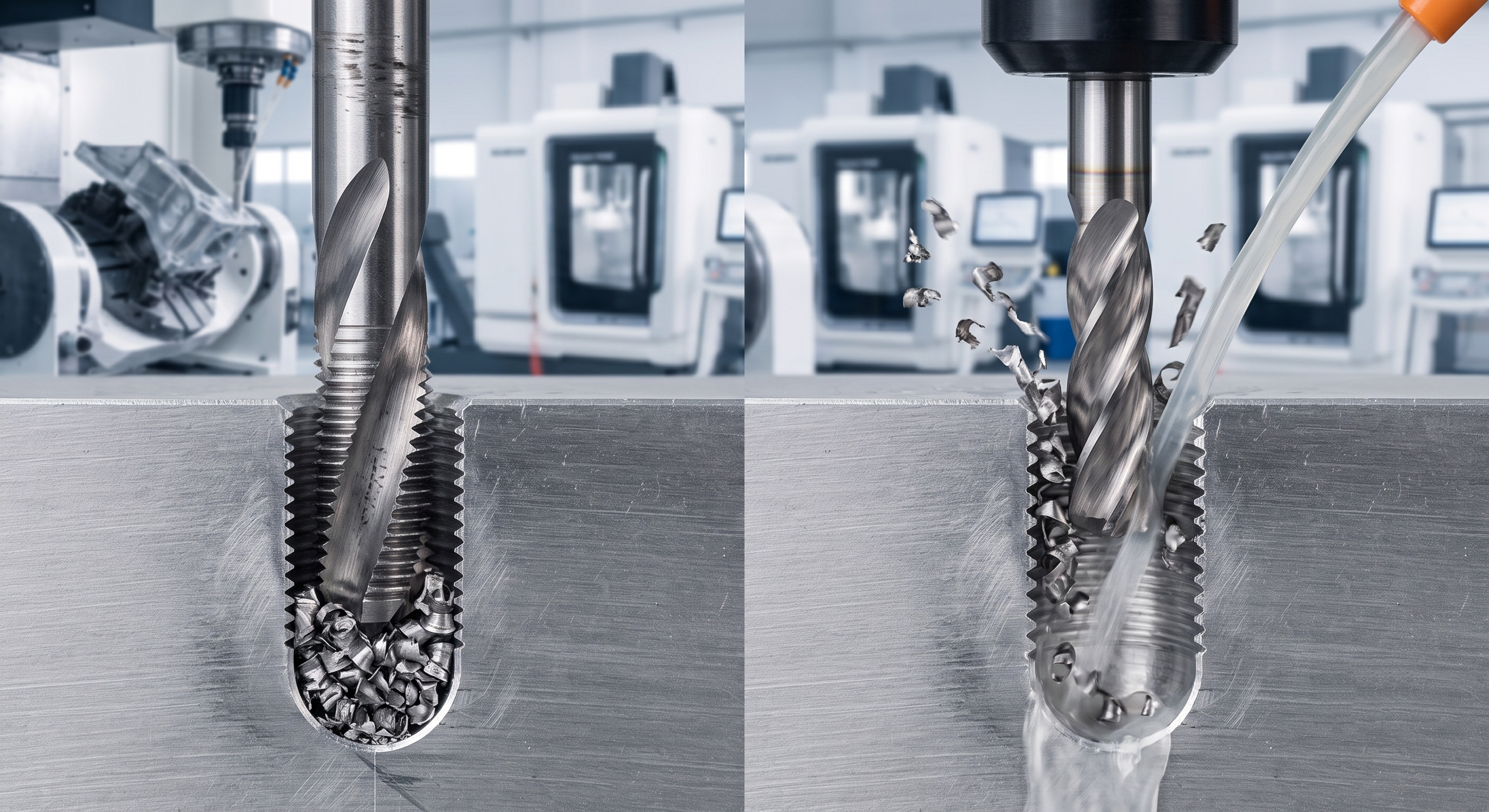
Garantice siempre un margen de profundidad de perforación de al menos 3×Paso más allá de la longitud utilizable del hilo . Si las paredes estructurales son demasiado delgadas para un agujero más profundo, cambiamos al fresado de roscas CNC en lugar del roscado físico. Debido a que una fresa de roscar es más pequeña que el orificio pretaladrado y corta helicoidalmente, el refrigerante presurizado expulsa fácilmente las virutas de la cavidad, salvando la pieza de un grifo roto y atrapado.
5. El costo real de las tolerancias de ±0,005 mm
Sobreespecificación de caras que no se aparean en ±0.005mm cuando un estándar ±0.02mm o DIN ISO 2768-m (medio) es perfectamente correcto, obliga a realizar pasos de fabricación innecesarios .
En ±0.005mm, el fresado simple no funcionará. Debemos introducir el microacabado, el sondeo continuo de compensación de herramientas o el rectificado cilíndrico secundario . Coeficiente de expansión térmica del aluminio (23 ×10^{-6}/K) significa que una variación de temperatura de solo 2 °C en el taller altera las dimensiones de su pieza en varias micras. Esto nos obliga a ejecutar configuraciones con temperatura controlada y realizar una inspección del 100 % en nuestra máquina de medición de coordenadas (MMC).
Matriz de impacto geométrico del taller
A continuación se muestran métricas reales de nuestra planta de producción que comparan diseños no optimizados con variaciones compatibles con DFM procesadas en nuestras líneas de alta velocidad .
R 1,0 mm (profundidad: 25 mm) < !---->
R 2,5 mm (usando fresa de 4 mm) < !---->
Reducido en un 55% < !---->
Del 6,2 % al 0,1 % < !---->
34,5%
< !---->
L/D = 6:1 (ranura profunda) < !---->
L/D = 3,5:1 (bolsillo escalonado) < !---->
Reducido en un 40% < !---->
Del 4,5% al 0,0% < !---->
28,0%
< !---->
±0,005 mm (lineal) < !---->
±0,020 mm (ISO 2768-m) < !---->
Reducido en un 65% < !---->
Del 8,8% al 0,3% < !---->
42,0 %
< !---->
Rosca M5 hasta la parte inferior < !---->
espacio libre para taladro M5 + 2,5 mm < !---->
Reducido en un 15 % < !---->
Del 3,1% al 0,0% < !---->
12,5%
< !---->
Haga clic aquí para su consulta 👆
Preguntas frecuentes
P1: ¿Por qué no utilizar una herramienta más pequeña para despejar esquinas cerradas?
A: Porque la rigidez de la herramienta cae exponencialmente (d^4) . Forzar un pequeño cortador de 2mm en una esquina profunda significa que se flexionará, se desplazará y frotará contra la pared en lugar de cortar el metal, lo que arruina el acabado de la superficie y provoca la rotura prematura de la herramienta .recorridos, ahorre un 55 % en tiempo de ciclo y elimine por completo la deflexión de la herramienta que arruina los acabados de las paredes .
P2: ¿Qué pasa si nuestro diseño requiere absolutamente paredes delgadas de menos de 0,8 mm?
R: Debemos implementar soporte "reductor". Nunca fresamos primero un lado hasta obtener el espesor final; en su lugar, mecanizamos ambos lados en pasos poco profundos de 1,5 mm, dejando que el metal más grueso sin mecanizar que se encuentra debajo absorba las fuerzas de corte y las vibraciones.
P3: ¿Cómo afectan las orientaciones de configuración a la tolerancia geométrica de la pieza final?
R: Cada vez que volteamos una pieza, aparecen errores de alineación a nivel micro. Si las características coincidentes críticas están en diferentes planos, lograr una perpendicularidad o coaxialidad ajustada se vuelve altamente riesgoso y costoso debido a estos errores de apilamiento acumulativos.
Diseñe características de acoplamiento críticas (ubicación de orificios, asientos de rodamientos) en el mismo plano axial. Alternativamente, permítanos procesar la pieza en nuestros centros de mecanizado de 5 ejes para terminar el mecanizado de 5 lados en una sola configuración, ahorrándole un 30 % en costos de mano de obra.
P4: ¿Podemos utilizar fresado de rosca para todos los agujeros ciegos en lugar de roscado?
R: Sí, y lo preferimos para agujeros poco profundos. Una fresa de roscar es más pequeña que el orificio pretaladrado y corta helicoidalmente, lo que permite que el refrigerante presurizado expulse fácilmente las virutas de la cavidad, eliminando el riesgo de que un grifo roto arruine la pieza.
P5: ¿Cómo afecta la elección de materiales a estas reglas de DFM?
A: Metales más duros como el 316 acero inoxidable o titanio amplifican cada error de DFM. Una esquina estrecha o una cavidad profunda que se mecaniza con lentitud en aluminio se convierte en una pesadilla que destroza herramientas y genera una alta tasa de desechos en titanio debido al endurecimiento por trabajo.
Haga clic aquí para su consulta 👆
Resumen
En resumen, reducir un 30 % su factura de mecanizado CNC no significa comprometer el rendimiento funcional de su producto; simplemente significa alinear su geometría CAD con los límites físicos de nuestras herramientas de corte . Haciendo pequeños ajustes en los radios de las esquinas , manteniendo las profundidades de las cavidades dentro de relaciones de aspecto prácticas, minimizando las rotaciones de configuración y utilizando tolerancias realistas como DIN ISO 2768-m , elimina directamente la desviación de la herramienta, los machos rotos y las configuraciones desperdiciadas de la máquina . DFM no se trata de reducir sus estándares, sino de eliminar la fricción de fabricación que infla innecesariamente su factura de producción.
Antes de enviar su próxima solicitud de cotización a Ningbo Liqin Industrial & Trading Co., Ltd., abra esos radios internos, verifique sus tolerancias lineales con ISO 2768-m y verifique su agujero ciego. liquidación . Envíenos los archivos CAD actualizados y observe cómo disminuyen sus facturas de mecanizado mientras sus piezas llegan más rápido y listas para el ensamblaje. .
Información de contacto
Descargo de responsabilidad
El asesoramiento técnico, los parámetros de mecanizado y los datos de reducción de costos presentados en este artículo se basan en prácticas industriales estándar y resultados típicos del taller en Ningbo Liqin Industrial & Trading Co., Ltd. Debido a que cada proyecto personalizado implica restricciones geométricas, entornos operativos y comportamientos de materiales únicos, este contenido está destinado únicamente a fines informativos y de referencia de diseño. No constituye una garantía de ingeniería formal ni una vinculación técnica contractual. Todos los diseños activos deben someterse a una revisión DFM formal por parte de nuestro equipo de ingeniería antes de la producción.