

Descripción del Producto
| cosa | describir |
| Diseño/Tamaño | Según los dibujos o muestras del cliente. |
| Material |
Aluminio: 6061, 6063, 6082, 7075, 5052, A380, etc. Acero inoxidable: SS201, SS301, SS303, SS304 (SS304 apto para uso alimentario), SS316, SS316L, SUS430, SS416 Acero: acero bajo en carbono, acero al carbono, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Acero aleado (15Cr, 20Cr, 42CrMo), etc. Latón: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Cobre, bronce, cobre, etc. Titanio: TC4 (TiAl6v4, grado f5) Plástico: ABS, PC, PE, POM, Delrin, Nylon, Plástico, PP, PEI, Peek, etc. |
| proceso | Mecanizado CNC, torneado, fresado, estampado, corte, etc. |
| El tiempo de entrega | Las muestras suelen tardar entre 3 y 7 días laborables, y la producción en masa se llevará a cabo según la cantidad solicitada tras la aprobación de la muestra. |
| Tratamiento de superficies | Anodizado transparente, anodizado de color, recubrimiento químico, cepillado, pasivación, pulido, cromado, arenado, grabado láser, zincado, óxido negro, niquelado, cromado, carburización, tratamiento térmico, pintura |
| Equipos de prueba | Máquina de medición por coordenadas (CMM), instrumento de medición 2D, proyector, altímetro, micrómetro, calibre de rosca, durómetro, calibrador, calibre de pasador, probador de niebla salina, instrumento de medición de concentricidad, espectrómetro. |
| Sistema de gestión de calidad |
ISO 9001:2015 ISO 13485:2016 |
| solicitud | Repuestos para automóviles, repuestos para maquinaria, repuestos para computadoras, repuestos médicos, repuestos para electrodomésticos, repuestos eléctricos, repuestos para productos electrónicos, repuestos electrónicos, repuestos para generadores, repuestos para alternadores, repuestos para generadores, artículos de papelería, interruptores de potencia, microinterruptores, construcción, mercancía y equipos audiovisuales. |
| Formato de archivo | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paquete | Bolsa de plástico interior, caja de cartón exterior estándar o según los requisitos del cliente. |
| Envío | Transporte marítimo, transporte aéreo, envíos exprés internacionales (DHL, FedEx, TNT, UPS). |
| Atender | El equipo profesional de comercio exterior ofrece servicios de respuesta rápida y con gran entusiasmo. Informe de inspección dimensional/Certificado de materia prima/Informe de tratamiento de superficie/Plano de ingeniería Informe RoHS/Informe de prueba de niebla salina/Informe de prueba de dureza |
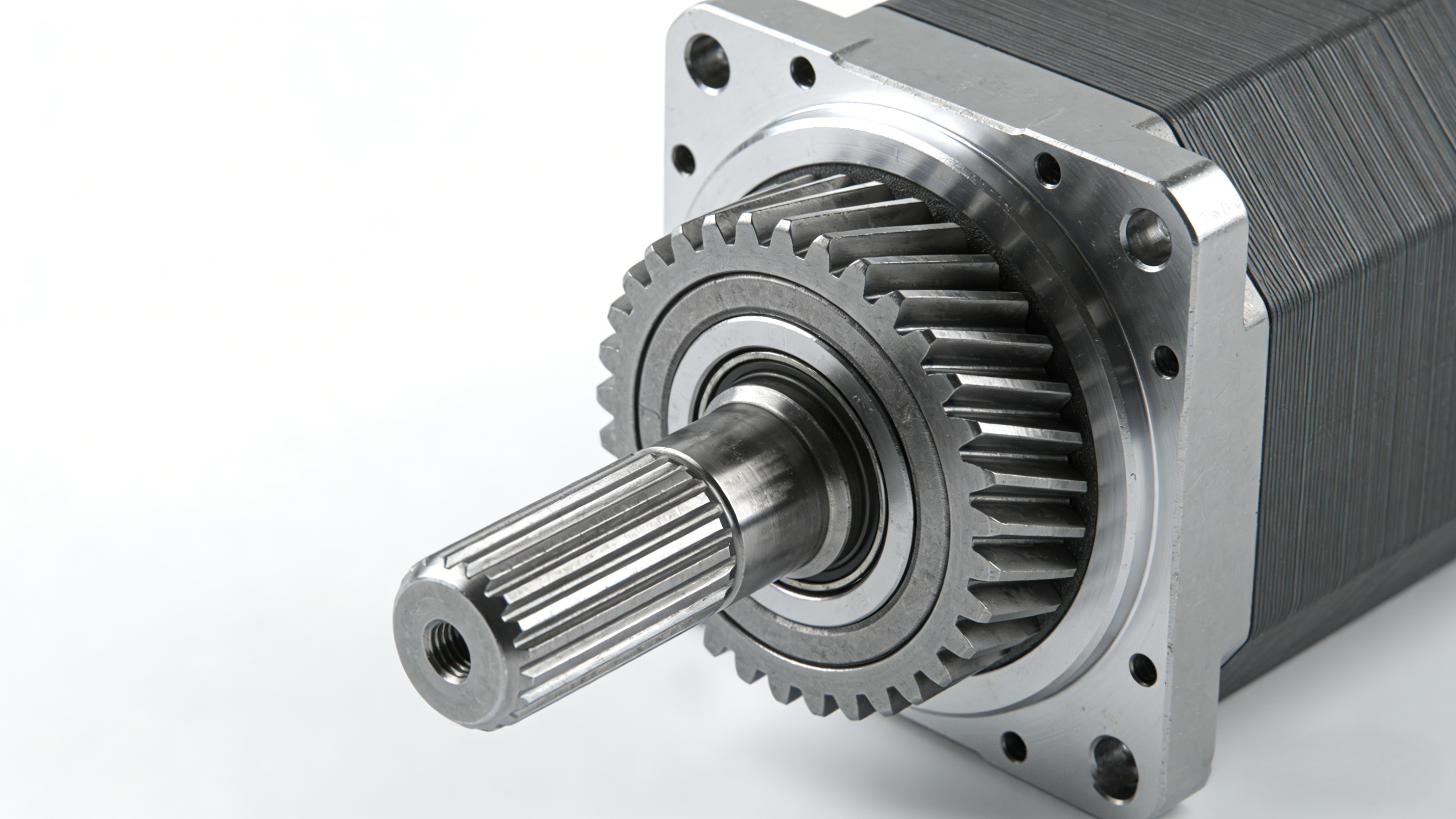
Introducción al mecanizado del eje de salida para la caja de engranajes del motor
Este eje de salida de precisión, fabricado a medida para la caja de engranajes del motor, es un componente fundamental diseñado para la transmisión de par y el posicionamiento preciso del extremo de salida de potencia de la caja de engranajes. Al ser una pieza mecanizada de precisión no estándar, su exactitud de mecanizado, el rendimiento del material y la facilidad de fabricación estructural determinan directamente la eficiencia de la transmisión, la estabilidad operativa y la vida útil de la caja de engranajes, convirtiéndola en una pieza de soporte clave que aporta resistencia y precisión al conjunto de la caja de engranajes.
I. Características principales del producto y requisitos básicos
-
Selección de materiales El acero inoxidable 302, utilizado como material base, ofrece una excelente resistencia a la corrosión, tenacidad y resistencia mecánica para cumplir con los requisitos de funcionamiento de los componentes de transmisión. Además, cumple con las estrictas normas de pruebas ambientales, lo que garantiza la durabilidad del producto en diversos escenarios de aplicación.
-
Indicadores de desempeño El producto debe cumplir con el estándar de dureza Rockwell especificado, y las pruebas de dureza se realizan en puntos estructurales específicos para garantizar la resistencia de las superficies clave que soportan esfuerzos. Debe superar una prueba de niebla salina de 96 horas para verificar su resistencia a la corrosión, y se requiere un certificado de conformidad de materiales para garantizar la calidad del producto desde la etapa de materia prima.
-
Requisitos básicos del proceso La superficie del producto debe estar libre de rayones, rebabas, muescas y otros defectos, y su rectitud debe cumplir con estándares de alta precisión. Durante la inspección con bloques en V especiales, la desviación de rectitud por pulgada de longitud se controla dentro de un rango extremadamente pequeño para garantizar la coaxialidad y una transmisión fluida después del ensamblaje.
-
Características estructurales El cuerpo del eje está diseñado con estructuras de estrías, ranuras y superficies planas de alta precisión. Las estrías, de múltiples dientes y distribuidas uniformemente, constituyen la estructura central para la transmisión de potencia. Asimismo, el cuerpo del eje incorpora múltiples escalones y chaflanes de precisión, con estrictos requisitos de exactitud posicional y geométrica entre las distintas estructuras.
II. Proceso general de mecanizado
En función de las características estructurales y los requisitos de precisión del producto, se adopta una solución de mecanizado personalizada no estándar de proceso completo que incluye mecanizado en bruto, semiacabado, tratamiento térmico, acabado, tratamiento superficial e inspección de precisión . Los procesos principales son los siguientes:
-
Preprocesamiento de materia prima Se seleccionan barras de acero inoxidable 302 de calidad para su enderezamiento y detección de defectos, con el fin de eliminar las imperfecciones de la materia prima. A continuación, las barras se cortan y se les da un acabado preliminar, dejando márgenes de acabado para garantizar la estabilidad del mecanizado posterior.
-
Semiacabado El torneado CNC se utiliza para mecanizar las estructuras básicas, como escalones de ejes, ranuras y círculos exteriores, dando forma inicial a cada superficie característica. El fresado CNC se emplea para el desbaste de los contornos básicos de las estrías, reservando márgenes de rectificado de precisión.
-
Tratamiento térmico El tratamiento térmico personalizado se realiza según los requisitos de dureza del producto, con un control preciso de la temperatura de calentamiento, el tiempo de mantenimiento y la velocidad de enfriamiento para garantizar que la dureza en las zonas especificadas cumpla con la norma. Asimismo, se evitan la deformación y el agrietamiento del cuerpo del eje, y se lleva a cabo un tratamiento de alivio de tensiones tras el tratamiento térmico para eliminar las tensiones internas.
-
Acabado de precisión Como elemento central del mecanizado de productos, las rectificadoras cilíndricas CNC se utilizan para el rectificado de precisión de círculos exteriores y escalones, garantizando así la exactitud dimensional y la rectitud. El rectificado de precisión de estrías se realiza mediante rectificadoras de estrías para asegurar la exactitud del perfil, la orientación y la uniformidad de los dientes. El mecanizado de precisión se aplica a chaflanes, planos y otras estructuras para garantizar la precisión posicional de cada una.
-
Tratamiento de superficies y desbarbado Se emplean procesos especiales para el desbarbado y redondeo de toda la superficie del producto, con el fin de eliminar las microrebabas generadas durante el mecanizado y garantizar un acabado superficial óptimo. El tratamiento de optimización de la superficie se lleva a cabo según los requisitos de resistencia a la corrosión para mejorar el índice de aprobación de la prueba de niebla salina.
-
Inspección y certificación de proceso completo Se realiza una inspección del 100% desde las materias primas hasta los productos terminados, incluyendo la certificación de conformidad de los materiales, pruebas de dureza, pruebas de precisión dimensional y geométrica, pruebas de niebla salina, pruebas de rectitud, etc. Todos los datos de las pruebas se conservan para proporcionar a los clientes la documentación completa de certificación de conformidad.
III. Desafíos del mecanizado del núcleo
Como eje de salida de precisión fundamental de la caja de engranajes, presenta una alta complejidad estructural y requisitos de precisión, con varios desafíos clave en el proceso de mecanizado, centrándose principalmente en los siguientes aspectos:
-
Dificultad para controlar tolerancias geométricas de alta precisión El cuerpo del eje requiere una rectitud y coaxialidad extremadamente precisas. El largo proceso de mecanizado, el tratamiento térmico y las múltiples sujeciones pueden provocar microdeformaciones en el cuerpo del eje. Un control inadecuado de la deformación afectará directamente la precisión del montaje y el rendimiento de la transmisión.
-
Dificultad en el mecanizado de estrías de precisión Las estrías constituyen la estructura fundamental para la transmisión de potencia, con estrictos requisitos de precisión en el perfil y la orientación de los dientes, la uniformidad del paso y la medición de la distancia entre ellos. El diseño uniforme de múltiples dientes exige una alta precisión de posicionamiento y de las herramientas de mecanizado. Asimismo, durante el proceso de mecanizado, es probable que se produzcan arañazos en la superficie de los dientes y desviaciones dimensionales.
-
Dificultad para equilibrar la dureza y la deformación. Las posiciones específicas del producto deben cumplir con requisitos de dureza precisos. Debido a las características del acero inoxidable 302, es probable que el cuerpo del eje sufra deformación térmica durante el tratamiento térmico. El principal desafío consiste en controlar la deformación dentro del margen de tolerancia del acabado, garantizando al mismo tiempo que la dureza cumpla con la norma.
-
Dificultades en el control de la calidad superficial y de los defectos. El producto requiere una superficie libre de muescas, rebabas y arañazos. Sin embargo, la estructura del eje presenta elementos complejos como ranuras, estrías y pequeños chaflanes, donde se generan rebabas con facilidad y las microrebabas son difíciles de eliminar. Además, el desgaste de la herramienta y los parámetros de corte inadecuados durante el acabado son propensos a rayar la superficie, lo que afecta la calidad del producto.
-
Dificultades en la sujeción y el posicionamiento para el mecanizado multiproceso. El producto se somete a múltiples procesos, como torneado, fresado, rectificado y tratamiento térmico. El uso repetido de sujeciones puede provocar errores de posicionamiento, y la acumulación de estos errores afectará la precisión del producto final. Garantizar la consistencia y la precisión del posicionamiento en cada proceso de sujeción es fundamental para controlar la precisión general.
IV. Soluciones para superar los desafíos
En respuesta a los desafíos de mecanizado mencionados anteriormente, y basándonos en la experiencia técnica y las ventajas de los equipos de mecanizado de precisión no estándar a medida, hemos formulado soluciones específicas para garantizar la precisión del mecanizado y la calidad del producto desde múltiples dimensiones de equipos, procesos, inspección y personal:
- Solución de control de tolerancia geométrica de alta precisión
- Se adopta el concepto de proceso de mecanizado multiproceso con sujeción única para reducir el número de ciclos de sujeción y los errores de posicionamiento. En la etapa de acabado, se utilizan rectificadoras CNC de alta precisión combinadas con equipos de enderezado CNC. El cuerpo del eje se endereza con precisión tras el tratamiento térmico previo al acabado para eliminar la deformación térmica.
- En la etapa de inspección, utilice herramientas de prueba de alta precisión, como bloques en V especiales, comparadores de cuadrante y medidores de diámetro láser, para una inspección dimensional del 100 % de la rectitud y la coaxialidad. Ajuste los parámetros de mecanizado de manera oportuna cuando se detecten desviaciones para garantizar el cumplimiento de los estándares de precisión geométrica.
- Solución de mecanizado de estrías de precisión
- Seleccione rectificadoras de estrías de alta precisión importadas y herramientas especiales para el mecanizado de estrías. Las herramientas se inspeccionan y reemplazan periódicamente para garantizar la precisión del mecanizado del perfil dentado. Calibre con precisión el equipo antes del mecanizado y optimice el programa de mecanizado CNC para asegurar la uniformidad del paso de la estría.
- Tras el mecanizado de las estrías, se realiza una inspección del 100 % con calibres especiales para estrías e instrumentos de medición del perfil de los dientes para detectar con precisión la rugosidad de la superficie y la desviación del perfil de los dientes. Las piezas que no cumplen con los estándares se reprocesan de inmediato para garantizar la precisión y la suavidad de la transmisión de las estrías.
- Solución para el equilibrio de dureza y deformación
- Proceso de tratamiento térmico personalizado: De acuerdo con las características del acero inoxidable 302, se adopta un método de tratamiento térmico de calentamiento por etapas y enfriamiento isotérmico, y se fija el cuerpo del eje con herramientas para reducir la deformación durante el tratamiento térmico. Tras el tratamiento térmico, se realiza un revenido de alivio de tensiones a baja temperatura para eliminar las tensiones internas y estabilizar las dimensiones del producto.
- Reservar márgenes de acabado razonables: Basándose en la ley de deformación por tratamiento térmico, reservar márgenes de rectificado específicos en las etapas de desbaste y semiacabado para garantizar que la deformación se elimine por completo después del acabado y que se garantice la precisión de las posiciones de las pruebas de dureza.
- Solución para el control de defectos y la calidad de la superficie
- Para el desbarbado, utilice un método combinado de desbarbado mecánico y rectificado manual de precisión . En estructuras complejas como ranuras y estrías, emplee herramientas especiales (por ejemplo, limas rotativas, equipos de desbarbado ultrasónico), seguidas de un rectificado manual de precisión realizado por técnicos experimentados para garantizar la ausencia total de rebabas residuales.
- Optimice los parámetros de corte en la etapa de acabado y seleccione un fluido de corte de alta calidad para reducir el desgaste de la herramienta y el calor generado, evitando así rayones en la superficie. Implemente un entorno de mecanizado libre de polvo durante el proceso para prevenir que las virutas de hierro y las impurezas rayen la superficie del producto. Asimismo, utilice embalajes antiestáticos y anticolisión para los productos mecanizados, a fin de evitar daños en la superficie durante el transporte.
- Solución de sujeción y posicionamiento multiproceso
- Diseño de herramientas y dispositivos especiales : Personalizar un dispositivo de posicionamiento unificado para el producto, que se utiliza para la sujeción en todos los procesos, garantizando así la uniformidad del punto de referencia de sujeción y reduciendo la acumulación de errores de posicionamiento.
- Establezca un mecanismo de inspección de precisión entre procesos: Inspeccione los puntos de referencia y las dimensiones clave después de completar cada proceso para garantizar que el proceso anterior cumpla con los estándares de precisión antes de pasar al siguiente, evitando así la transmisión de errores. Calibre y mantenga periódicamente las herramientas y los dispositivos de fijación para garantizar su precisión.
V. Control de calidad y servicio al cliente
-
Garantía de materia prima Todos los materiales base son de acero inoxidable 302, suministrados a través de canales formales, con certificados de materiales completos y certificaciones de conformidad que garantizan la calidad del producto desde el origen y cumplen con los requisitos de certificación de materiales de los clientes.
-
Inspección de proceso completo Implementar un sistema de inspección de cuatro niveles : Inspección del primer artículo + Inspección en proceso + Inspección del último artículo + Inspección del 100 % del producto terminado . Todos los datos de las pruebas se registran y conservan en tiempo real, y se pueden proporcionar a los clientes informes de inspección completos y documentos de certificación de cumplimiento.
-
Servicios personalizados Como fábrica de mecanizado de precisión a medida y no estándar, podemos optimizar los procesos de producción según las condiciones de trabajo y los requisitos de montaje de los clientes, y proporcionar información en tiempo real sobre el progreso del mecanizado para satisfacer sus necesidades de personalización y entrega.
-
Soporte posventa Tras la entrega del producto, ofrecemos un servicio integral de asistencia técnica posventa. En caso de problemas de montaje o precisión, responderemos de inmediato y proporcionaremos soluciones para garantizar la continuidad de la producción y el montaje de nuestros clientes.
El mecanizado de este eje de salida cumple plenamente con los tres requisitos fundamentales de material, proceso e inspección en el mecanizado mecánico de precisión. Gracias a nuestra avanzada tecnología de mecanizado de precisión a medida, equipos de mecanizado de alta precisión y un estricto sistema de control de calidad, podemos satisfacer a la perfección todos los requisitos técnicos de este producto y ofrecer a nuestros clientes componentes de eje de salida personalizados, altamente fiables y de alta precisión.
Teléfono: +86 187 5714 8656
Correo electrónico: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Sitio web: https://www.cncliq.com/
