Descripción del Producto
| cosa | describir |
| Diseño/Tamaño | Según los dibujos o muestras del cliente. |
| Material |
Aluminio: 6061, 6063, 6082, 7075, 5052, A380, etc. Acero inoxidable: SS201, SS301, SS303, SS304 (SS304 apto para uso alimentario), SS316, SS316L, SUS430, SS416 Acero: acero bajo en carbono, acero al carbono, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Acero aleado (15Cr, 20Cr, 42CrMo), etc. Latón: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Cobre, bronce, cobre, etc. Titanio: TC4 (TiAl6v4, grado f5) Plástico: ABS, PC, PE, POM, Delrin, Nylon, Plástico, PP, PEI, Peek, etc. |
| proceso | Mecanizado CNC, torneado, fresado, estampado, corte, etc. |
| El tiempo de entrega | Las muestras suelen tardar entre 3 y 7 días laborables, y la producción en masa se llevará a cabo según la cantidad solicitada tras la aprobación de la muestra. |
| Tratamiento de superficies | Anodizado transparente, anodizado de color, recubrimiento químico, cepillado, pasivación, pulido, cromado, arenado, grabado láser, zincado, óxido negro, niquelado, cromado, carburización, tratamiento térmico, pintura |
| Equipos de prueba | Máquina de medición por coordenadas (CMM), instrumento de medición 2D, proyector, altímetro, micrómetro, calibre de rosca, durómetro, calibrador, calibre de pasador, probador de niebla salina, instrumento de medición de concentricidad, espectrómetro. |
| Sistema de gestión de calidad |
ISO 9001:2015 ISO 13485:2016 |
| solicitud | Repuestos para automóviles, repuestos para maquinaria, repuestos para computadoras, repuestos médicos, repuestos para electrodomésticos, repuestos eléctricos, repuestos para productos electrónicos, repuestos electrónicos, repuestos para generadores, repuestos para alternadores, repuestos para generadores, artículos de papelería, interruptores de potencia, microinterruptores, construcción, mercancía y equipos audiovisuales. |
| Formato de archivo | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paquete | Bolsa de plástico interior, caja de cartón exterior estándar o según los requisitos del cliente. |
| Envío | Transporte marítimo, transporte aéreo, envíos exprés internacionales (DHL, FedEx, TNT, UPS). |
| Atender | El equipo profesional de comercio exterior ofrece servicios de respuesta rápida y con gran entusiasmo. Informe de inspección dimensional/Certificado de materia prima/Informe de tratamiento de superficie/Plano de ingeniería Informe RoHS/Informe de prueba de niebla salina/Informe de prueba de dureza |
Introducción a los productos de fundición de precisión no estándar y piezas mecanizadas con acabado.
1. Descripción general del producto
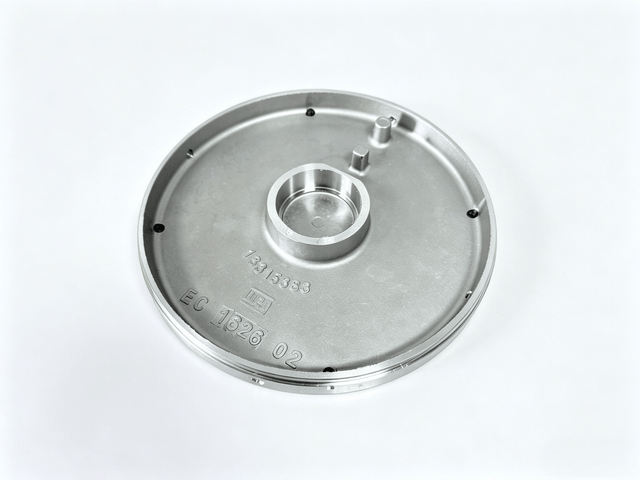
Este producto es un componente personalizado que combina fundición de precisión en acero inoxidable y mecanizado de acabado no estándar . Está fabricado en acero inoxidable serie 300. La pieza en bruto se forma mediante fundición de precisión y posteriormente se completa con un mecanizado de acabado mecánico de precisión integral. Sirve como pieza estructural de precisión para el extremo de un núcleo de equipo industrial.
La estructura del producto incluye superficies inclinadas multiángulo, asientos de montaje escalonados, superficies de acoplamiento de sellado, orificios roscados de montaje, ranuras de referencia de posicionamiento y relieves del logotipo. Es un componente clave para el soporte de carga, el sellado y el posicionamiento en el montaje completo del equipo. Diseñado a escala 1:5, todas las dimensiones cumplen con el estándar milimétrico. Su peso neto coincide con el peso bruto. Gracias a su diseño compacto y su forma compleja, se adapta perfectamente a equipos industriales de alta gama.
El producto se define con múltiples dimensiones críticas para la calidad (CTQ) , lo que exige estándares extremadamente altos de precisión de ajuste, tolerancia geométrica y acabado superficial. La pieza terminada no presenta rebabas y cuenta con un tratamiento superficial pulido. Los logotipos, números de pieza y números de cavidad se realizan mediante tecnología de grabado en alto relieve, cumpliendo con los estándares de calidad de los accesorios industriales de alta gama a nivel internacional.
2. Proceso de producción y mecanizado
2.1 Proceso de fabricación en bruto: Fundición de precisión
Se utiliza tecnología de fundición de precisión en acero inoxidable para formar la pieza integral en una sola pieza. El contorno principal, la cavidad básica y el perfil inclinado se prefunden con un margen de mecanizado adecuado. Durante el proceso de fundición, se controlan rigurosamente la temperatura de vertido, la precisión de la cavidad del molde y la velocidad de contracción por enfriamiento para evitar defectos como porosidad, holgura por contracción, deformación y grietas. Esto garantiza una referencia consistente de la pieza, reserva un margen uniforme y adecuado para el mecanizado de acabado posterior y reduce el volumen de corte y el riesgo de deformación.
2.2 Flujo de mecanizado de acabado completo
- Pretratamiento de la pieza en bruto : La pieza en bruto se limpia de arena y bebederos, y se somete a un proceso de envejecimiento para aliviar tensiones, con el fin de liberar las tensiones internas de la fundición y evitar la deformación durante el mecanizado final y la aplicación.
- Nivelación de referencia : Los pórticos CNC y los centros de mecanizado fresan con precisión planos de referencia y puntos de referencia de posicionamiento para establecer puntos de referencia de procesamiento unificados para todos los procedimientos de trabajo.
- Fresado de perfiles en desbaste y acabado : Procese contornos complejos, planos inclinados de múltiples ángulos, superficies escalonadas, transiciones de arco y ranuras de sección transversal especiales mediante fresado en desbaste y fresado de acabado por separado.
- Mecanizado de precisión de orificios : Orificios de referencia de montaje completos, orificios inferiores roscados y roscado para garantizar la coaxialidad, la precisión de posicionamiento y la compatibilidad de montaje.
- Mandrinado y torneado de precisión para superficies de ajuste clave : Realizar mandrinado y torneado de precisión en las superficies de ensamblaje del núcleo para controlar estrictamente la precisión geométrica y la holgura de ajuste.
- Relieve y detalles : Adoptamos el grabado de precisión para completar el relieve de logotipos, números de pieza y números de cavidad.
- Desbarbado y acabado : Biselar y desbarbar todos los bordes para asegurar que no haya rebabas ni esquinas afiladas.
- Pulido de superficie : El acabado pulido integral cumple con los requisitos anticorrosión, estéticos y de montaje.
- Inspección de calidad completa : Se inspeccionan exhaustivamente las dimensiones críticas, las tolerancias geométricas, el aspecto de la superficie y el rendimiento del montaje. Todas las dimensiones críticas se controlan en el centro del rango de tolerancia antes de la entrega.
3. Dificultades en el mecanizado del núcleo
-
Calidad inestable de la pieza en bruto para fundición La fundición de acero inoxidable presenta características especiales de fluidez y contracción, lo que provoca fácilmente deformaciones en bruto, porosidad, agujeros y tolerancias irregulares, lo que afecta directamente al índice de calidad y a la calificación del mecanizado final.
-
Alta dificultad en el mecanizado de estructuras complejas de formas especiales. El producto cuenta con superficies inclinadas de múltiples secciones, transiciones en arco, cavidades escalonadas y ranuras de forma especial. Su estructura irregular impide que se pueda conformar mediante una sola sujeción con equipos convencionales, lo que fácilmente provoca marcas de herramienta y desviaciones del contorno.
-
Requisito de alta precisión para posiciones de ajuste críticas Se establecen múltiples posiciones de ensamblaje del núcleo como puntos críticos de control de calidad con estándares estrictos de redondez, coaxialidad, planitud y paralelismo. Las tensiones de corte y de sujeción durante el mecanizado pueden provocar fácilmente microdeformaciones.
-
Resulta difícil garantizar la precisión de la posición de los orificios roscados. Los orificios roscados de montaje distribuidos requieren una división, verticalidad y ángulo de posición precisos y uniformes. Una ligera desviación provocará una desalineación en el montaje de todo el equipo.
-
Difícil equilibrio entre relieve y tecnología de superficie. Las marcas en relieve requieren un contorno nítido y una altura uniforme, mientras que la superficie acabada debe cumplir con los estándares de pulido. Un pulido excesivo puede provocar fácilmente rebabas en los bordes o daños en el contorno del relieve.
-
Rendimiento de mecanizado difícil de controlar de la materia prima El acero inoxidable de la serie 300 se caracteriza por su alta tenacidad, fácil adherencia de la herramienta y endurecimiento severo durante el corte. Esto provoca un gran desgaste de la herramienta, líneas de vibración y una rugosidad superficial deficiente durante el procesamiento.
4. Soluciones a las dificultades y garantía de los procesos de fábrica
-
Solución de control de piezas en bruto para fundición Moldes de fundición personalizados y optimizados para los procesos de vertido y enfriamiento. Incluye detección de defectos de fundición e inspección completa del aspecto de la pieza en bruto. Permite enderezar piezas deformadas y corregir irregularidades con antelación. Incorpora un tratamiento de envejecimiento para aliviar tensiones , liberar completamente las tensiones internas de la fundición y evitar deformaciones durante el mecanizado posterior.
-
Optimización de la tecnología de fijación y mecanizado Los dispositivos de fijación de precisión integrados y personalizados permiten el mecanizado de múltiples superficies y ángulos en una sola sujeción, reduciendo la desviación respecto al punto de referencia causada por la sujeción repetida. Se utilizan centros de mecanizado de 4 o 5 ejes para el mecanizado en cadena de superficies inclinadas de formas especiales y estructuras arqueadas, evitando así errores en la unión de las herramientas y garantizando la uniformidad del contorno.
-
Control dimensional de precisión El mecanizado de acabado emplea un corte por capas con baja velocidad y avance lento para reducir el calor y las tensiones de corte. Las posiciones de ajuste clave siguen el proceso de desbaste → alivio de tensiones → mecanizado de acabado. Todas las dimensiones CTQ se procesan rigurosamente según el estándar del centro de tolerancias, con CMM, comparadores de cuadrante y calibres de diámetro interno para una inspección completa.
-
Control preciso del mecanizado de agujeros Aplique programación CNC de punto fijo y posicionamiento de utillaje específico. Siga el proceso de taladrado → escariado → roscado de precisión con posicionamiento de referencia unificado, lo que garantiza un excelente grado de posicionamiento, verticalidad e intercambiabilidad de todos los orificios roscados.
-
Procesamiento coordinado de relieve y pulido Utilice herramientas de grabado especiales con profundidad de corte controlada para asegurar bordes de relieve nítidos y sin astillamiento. Adopte un pulido segmentado combinado, manual y mecánico, evitando las zonas de contorno del relieve para mantener su forma original y garantizar una superficie lisa en general.
-
Adaptación del proceso de corte de acero inoxidable Seleccione herramientas especiales de carburo para acero inoxidable, combinadas con fluido de corte profesional y un sistema de refrigeración para minimizar el endurecimiento por deformación y la adherencia de la herramienta. Optimice los parámetros de corte para reducir las líneas de vibración y garantizar un acabado superficial y una estabilidad dimensional óptimos.
5. Ventajas del servicio personalizado
Nos especializamos en la personalización integral de piezas fundidas de precisión de acero inoxidable y mecanizado de acabado no estándar . Ofrecemos servicios personalizados como el mecanizado de acabado de piezas fundidas complejas con formas especiales, la personalización de planos y la reproducción de muestras. Todo el proceso se realiza de forma independiente, incluyendo el desarrollo del molde, la fundición de la pieza en bruto, el mecanizado, el fresado y mandrinado de precisión, el mecanizado de orificios, el grabado en relieve y el pulido de superficies, hasta la inspección final y la entrega.
Fabricamos componentes estructurales de precisión a medida para equipos industriales, maquinaria de transmisión y equipos hidráulicos. Ofrecemos producción de prueba en lotes pequeños y producción en masa. Controlamos rigurosamente las características críticas de calidad (CTQ) con trazabilidad completa de las versiones de los planos, los registros de modificaciones y los informes de inspección de calidad. Satisfacemos plenamente las exigencias de alta precisión y estándares de nuestros clientes internacionales que requieren accesorios no estándar.

Teléfono: +86 187 5714 8656
Correo electrónico: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Sitio web: https://www.cncliq.com/