Voici la dure vérité de l'atelier : usinage médical et l'aluminium de qualité alimentaire ne sert pas à rendre les pièces brillantes ; c’est un équilibre impitoyable entre métallurgie, nettoyabilité agressive et stabilité de surface sous contrainte. Lors de l'usinage d'assemblages critiques, tels qu'un composant de fond de siège inférieur d'A365-T6 personnalisé ou des collecteurs de tri à grande vitesse pour les chaînes alimentaires automatisées, vous n'êtes pas seulement couper du métal. Vous luttez de manière préventive contre la colonisation microbiologique, les pannes mécaniques et les déformations sous une stérilisation rigoureuse en autoclave.
Si vous traitez ces pièces de haute précision comme un support structurel standard, vous échouerez à l'inspection entrante du client. Examinons la physique réelle de l'atelier et les détails de traitement qui font ou défont ces pièces.
1. Le cauchemar matériel : Cast A365-T6 contre Wrought 6061-T6

La plupart des ébauches de dessins spécifient 6061-T6, mais lorsque vous passez à des sièges médicaux inférieurs complexes ou à des boîtiers de collecteurs alimentaires à parois épaisses, vous devez souvent traiter des blocs moulés comme l'A365-T6 pour minimiser le gaspillage de matières premières et le temps d'outillage. C'est là que les ennuis commencent.
Cast A365-T6 contient une teneur élevée en silicium (généralement entre 9,5 % et 11,5 % de Si), qui précipite sous forme de cristaux microscopiques tranchants et abrasifs dans la matrice d'aluminium. Si votre opérateur utilise une plaquette en carbure standard non revêtue, attendez-vous à ce que l'arête de coupe se micro-écaille dans les 15 minutes suivant une coupe continue en raison d'une usure abrasive agressive.
-
La solution de contournement en magasin : Passez aux plaquettes à pointe PCD (diamant polycristallin) avec un angle de coupe très positif (+7° à +12°). Vous devez cisailler la matrice de silicium plutôt que de la déchirer.
-
Pourquoi ? Si vous déchirez la phase de silicium, vous laissez des piqûres microscopiques à la surface. Dans un environnement médical, une fosse de surface de 5 microns est un sanctuaire pour les spores bactériennes qui contournent facilement les protocoles d'autoclavage standard.
Observation en atelier : Laisser une pièce moulée A365-T6 semi-usinée reposer dans un atelier humide pendant plus de 6 heures avant l'anodisation entraîne une oxydation microgalvanique rapide entre les phases riches en silicium et la matrice en aluminium. Cela crée des dépôts microscopiques en surface qui empêchent une anodisation uniforme de type II, ce qui entraîne une passivation tachetée qui échoue au test au brouillard salin (ASTM B117) en moins de 48 heures.
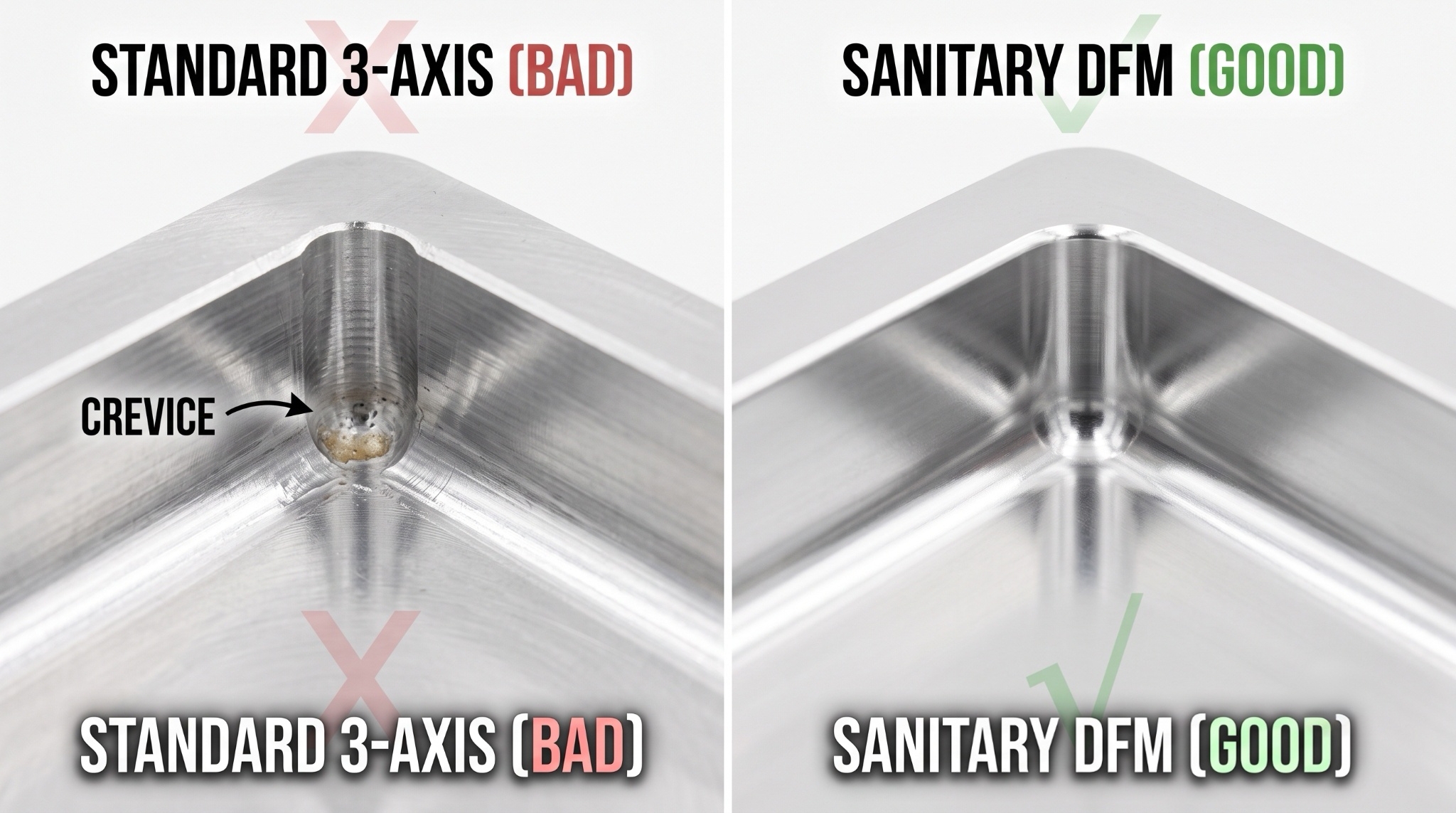
2. L'impératif DFM sanitaire : élimination des crevasses et finitions de surface
Dans la transformation alimentaire, l'ennemi ultime est la « zone morte » où la matière organique est piégée. Si vous concevez un coin avec un rayon de coin CNC 3 axes standard de 0,5 mm, vous venez de créer un terrain fertile pour les bactéries. Les particules alimentaires s'y logeront et les produits chimiques de nettoyage en place (CIP) comme l'hydroxyde de sodium à 1,5 % (NaOH) ou l'acide nitrique (HNO₃) circulant à 1,5 m/s ne généreront pas suffisamment de force de cisaillement pour les éliminer.
-
Limites de congé internes : Ne spécifiez jamais moins de R1,6 mm (1/16 po) pour les surfaces sanitaires. Utilisez une fraise à bout sphérique avec un pas serré (maximum 0,05 mm par passe) pour éliminer les marques de feston. Une hauteur de pétoncle (onde résiduelle de l'outil) supérieure à 0,8 microns Ra est un échec automatique.
-
Le piège à trou borgne : Si vous devez tarauder un filetage M6 pour une bride de montage en contact avec les aliments, n'utilisez jamais de trous borgnes standard. Le fond du trou agit comme un réservoir stagnant pour la matière organique. Spécifiez des trous traversants, ou si la structure est impossible, utilisez un foret à 118 degrés suivi d'une fraise à fond plat pour dégager le cône, garantissant ainsi un espace vide nul lorsque le goujon est serré à 9,5 Nm.
3. Stabilité structurelle sous contrainte de stérilisation thermique
Envisagez un fond de siège médical usiné à partir d'un moulage d'A365-T6. Il subit un cycle en autoclave : vapeur saturée à 134°C (273°F) à 2,1 bar pendant 15 minutes. Durant ce cycle, la dilatation thermique de l'aluminium est d'environ 23 × 10⁻⁶ /K. Si la pièce contient des contraintes résiduelles déséquilibrées dues à des ébauches agressives, la pointe thermique soulage ces contraintes de manière inégale, déformant les alésages d'alignement critiques jusqu'à 0,04 mm. L'assemblée est ruinée.
-
Notre protocole de soulagement des contraintes : Après une ébauche importante (en laissant un stock de 0,8 mm), soulagez les pièces par contrainte thermique à 180°C pendant 2 heures, laissez-les refroidir lentement à l'air jusqu'à température ambiante, puis passez ensuite à la finition finale. Cela garantit que votre tolérance critique de ±0,01 mm sur l'alésage de la charnière du siège médical reste vraie après des centaines de cycles de stérilisation en autoclave.
Matrice de comparaison technique
| Paramètre/Exigence | Collecteurs de transformation des aliments (par exemple, forgé 6061-T6) | Composants du siège médical (par exemple, Cast A365-T6) |
| Métallurgie primaire | Al-Mg-Si (forgé), haute ductilité | Al-Si-Mg (fonte), haute teneur en silicium (9,5-11,5 %) |
| Rugosité de surface cible (Ra) | ≤ 0,4 μm (électropoli ou microbillé + anodisé) | ≤ 0,8 μm (fraisage avec précision) |
| Exposition typique en autoclave/CIP | Lavage acide/alcalin CIP (pH 1,5 - 12,5, 85°C) | Autoclave à vapeur (134°C, 2,1 bar) |
| Spécification de passivation critique | Anodisation transparente conforme aux normes USDA/FDA (classe II, 15 μm) | Revêtement dur biocompatible de type III ISO 10993 (50 μm) |
| Stratégie d'usinage | Usinage à grande vitesse (HSM), outils en carbure, liquide de refroidissement par inondation | Outillage PCD, cuisson avec soulagement des contraintes, passes de finition à faible avance |
Étude de cas pratique : le véritable coût de la sur-ingénierie
Le piège : une légende de concentricité de ±0,005 mm
-
Le scénario : L'appel d'offres d'un client pour un Composant de siège médical personnalisé A365-T6 en fonte d'aluminium est livré avec un alésage de pivot borgne profond (Ø25 mm, profondeur 85 mm) nécessitant une concentricité de ±0,005 mm et Ra 0,2 μm finition miroir< !---->.
-
Le Friction : Cast A365-T6 contient jusqu'à 11,5 % de cristaux de silicium< !---->. Avec un rapport profondeur/diamètre de 3,4 : 1, les barres d'alésage standard fléchissent et vibrent lorsqu'elles heurtent ces phases dures de silicium< !---->. La déchirure des cristaux laisse des micro-vides, obligeant à un processus d'affûtage secondaire coûteux qui échoue facilement en raison d'erreurs de répétabilité de serrage< !---->.
2. Les calculs difficiles : autoclave vs micro-tolérances
-
La physique : Ce composant est stérilisé en autoclave à 134°C< !---->.
-
Le calcul : Pendant le chauffage, la dilatation thermique de cet alésage de Ø25 mm est d'environ :

-
La réalité : La dilatation thermique (0.065mm) est 13 fois plus grand que la tolérance de température ambiante du dessin (0.005mm)< !---->. Toute précision inférieure au micron obtenue dans l'atelier est instantanément perdue dans le stérilisateur< !---->.
3. La résolution Liqin DFM
-
Détendez l'alésage : Nous avons convaincu le client d'ouvrir la concentricité à ±0,025 mm et Ra à 0,8 μm, permettant un usinage CNC 5 axes en une seule configuration avec des outils PCD< !---->.
-
Douille PEEK à ajustement serré : Nous avons conçu une étape pour insérer par pression un Douille PEEK autolubrifiante et biocompatible dans l'alésage< !---->. La bague s'auto-aligne, amortit les vibrations et absorbe la dilatation thermique de l'autoclave< !---->.
-
L'impact : Les coûts de fabrication ont chuté de 68 %, le délai de livraison a été réduit de 4 semaines à 8 jours, et la durée de vie des assemblages a en fait doublé< !---->.

Cliquez ici pour votre demande 👆
FAQ
Q1 : Pourquoi l'A365-T6 est-il utilisé à la place du 6061-T6 pour certains composants médicaux, et comment cela affecte-t-il l'usinage ?
R : L'aluminium moulé A365-T6 est sélectionné pour des applications organiques très complexes. géométries pour réduire les déchets de matières premières et les temps de fraisage approximatifs< !---->. Cependant, sa forte teneur en silicium (9,5 % - 11,5 %) le rend extrêmement abrasif< !---->. Les machinistes doivent utiliser des outils à pointe PCD pour éviter les micro-écailles et éliminer les piqûres de surface où les bactéries pourraient coloniser< !---->.
Q2 : Quelle est la finition de surface recommandée (Ra) pour les pièces en aluminium CNC en contact avec les aliments ?
A : Pour les sanitaires et le nettoyage en place (CIP) applications, nous recommandons une rugosité de surface de Ra 0,4 μm ou mieux, combinée à une anodisation de classe II< !---->. Toute hauteur de pétoncle ou de marque d'outil dépassant Ra 0,8 μm agit comme une micro-crevasse où les débris alimentaires organiques peuvent contourner les rinçages à haute pression standard< !---->.
Q3 : Comment empêcher les pièces de précision en aluminium de se déformer pendant la stérilisation en autoclave ?
R : L'aluminium a un taux de dilatation thermique élevé< !---->. Pour les composants de haute précision tels que les alésages des charnières des sièges médicaux, nous appliquons une cuisson de soulagement des contraintes thermiques à 180°C pendant 2 heures après un fraisage grossier intensif< !---->. Cela stabilise la structure moléculaire, garantissant que les tolérances critiques de ±0,01 mm ne se déforment pas sous une vapeur à 134 °C< !---->.
Q4 : Pouvons-nous effectuer une anodisation dure de type III sur de l'aluminium moulé A365-T6 ?
R : Oui, mais alliages moulés nécessitent un contrôle chimique strict. Les phases riches en silicium de l'A365-T6 peuvent provoquer une épaisseur de revêtement inégale ou des taches si la pièce est exposée trop longtemps à l'humidité de l'atelier avant la passivation.< !---->. Nous appliquons des limites strictes de stockage après usinage et des bains de pré-gravure personnalisés pour garantir une couche dure biocompatible et uniforme de 50 μm< !---->.
Q5 : Comment les ingénieurs concepteurs peuvent-ils optimiser les pièces en aluminium médicales et alimentaires pour réduire les coûts ?
R : Le moyen le plus rapide de réduire les coûts est d'éviter les accès borgnes. et des tolérances ultra-serrées (comme ±0,005 mm) là où elles ne sont pas requises dynamiquement< !---->. L'ouverture des limites de concentricité et la conception de bagues en PEEK ou en bronze biocompatibles et remplaçables à ajustement serré au lieu d'alésages solides micro-usinés peuvent réduire les coûts d'usinage jusqu'à 60 %+< !---->.
Cliquez ici pour votre demande 👆
Résumé
L'usinage CNC de précision pour les équipements médicaux et alimentaires est une discipline stricte régissant la métallurgie, les géométries sanitaires et la stabilité des contraintes . La sur-ingénierie ne fait qu'augmenter les coûts . Chez Ningbo Liqin Industrial & Trading, nous exploitons plus de 100 machines CNC multi-axes, les normes ISO 9001:2015 et une expertise DFM avancée pour transformer des plans complexes en réalités de production à coûts optimisés . Contactez-nous pour une évaluation technique et un devis instantané dans les 24 heures .
Coordonnées
Avis de non-responsabilité
Les données techniques et les cas d'ingénierie présentés dans cet article sont uniquement à des fins informatives et éducatives . Ningbo Liqin Industrial & Trading Co., Ltd. n'offre aucune garantie expresse ou implicite concernant des mesures de performances identiques dans différents environnements opérationnels . Il reste de la seule responsabilité de l'acheteur de vérifier, tester et définir les exigences techniques et réglementaires spécifiques à son produit unique. pour des applications médicales ou alimentaires .