Dans le domaine de la découpe CNC de précision, le réglage des tolérances n'est pas simplement une proposition d'ingénierie mécanique concernant les ajustements physiques ; il s'agit d'une décision commerciale critique qui a un impact direct sur les cycles de R&D et les budgets d'approvisionnement . Le fait de resserrer les exigences de tolérance d'un dessin de ±0,05 mm (qualité de précision) à ±0,01 mm (qualité d'ultra-précision) déclenche une réaction en chaîne coûteuse dans l'atelier de fabrication . De la sélection de centres d'usinage multi-axes haut de gamme à la conception de montages très rigides avec de faibles coefficients de dilatation thermique, en passant par la création d'environnements d'inspection à température contrôlée, chaque micron d'amélioration nécessite une mise à niveau complète de l'ensemble de la chaîne de processus .
Ce guide, rédigé du point de vue pratique de la fabrication de Ningbo Liqin Industrial & Trading Co., Ltd., fournit une analyse approfondie des obstacles techniques et des réalités de coûts non linéaires derrière cet écart de 0,04 mm .
Usinage CNC Tableau des tolérances, difficultés et coefficients de coût
| Classe de tolérance | Plage de tolérance nominale | Équipement de base et environnement | Coefficient de coût |
| Standard |
±0,1 mm - ±0,2 mm< !----> < !----> |
Fraiseuses CNC 3/4 axes standard ; atelier standard< !----> < !----> |
Référence (1,0x) < !----> |
| Précision |
±0,02 mm - ±0,05 mm< !----> < !----> |
Centres d'usinage verticaux de milieu à haut de gamme< !----> < !----> |
1,5x - 2,0x < !----> |
| Ultra-précision |
±0,005 mm - ±0,01 mm< !----> < !----> |
CNC/fraisage-tournage 5 axes importés ; atelier climatisé< !----> < !----> |
3,5x - 5,5x |
Pourquoi faire confiance à ce guide ? Informations pratiques de Liqin Industrial & Trading
Les données industrielles et la logique de fabrication présentées dans ce guide sont dérivées de données réelles accumulées lors des revues de conception et des processus d'assemblage en atelier chez Liqin Industrial & Trading Co., Ltd < !---->. En tant qu'entreprise intégrée de fabrication et de commerce de haute technologie au service de l'automatisation industrielle mondiale, Composants automobiles de précision, Composants de précision de qualité alimentaire et composants de précision pour dispositifs médicaux, nous aidons les équipes R&D mondiales à effectuer des examens de conception pour la fabrication (DFM) chaque jour .
Nous croyons fermement qu'une excellente conception ne recherche pas une "précision extrême" en soi, mais recherche plutôt "l'équilibre parfait entre réalisation fonctionnelle et rentabilité". C'est pourquoi les ingénieurs de Liqin vérifient de manière proactive les légendes de tolérance sur les dessins chaque fois qu'ils reçoivent un nouveau fichier CAO 3D . Ci-dessous, nous détaillerons les détails sous-jacents de l'usinage de précision dans le langage industriel le plus accessible et le plus rigoureux .
La nature physique de la tolérance et l'incertitude de la fabrication mécanique

Dans la fabrication industrielle, une géométrie physique absolument parfaite n'existe pas . Quelle que soit la répétabilité d'une machine, les dimensions finales d'une pièce lors de l'usinage réel sont inévitablement affectées par les facteurs physiques suivants :
-
Stress thermique et environnemental Fluctuations : La zone de coupe génère instantanément des températures de plusieurs centaines de degrés Celsius pendant la coupe en raison d'un frottement intense, provoquant une micro-expansion de l'outil et de la pièce à usiner< !---->. Même une fluctuation mineure de 2 ° C de la température de l'atelier peut provoquer des changements dimensionnels de l'ordre du micron dans les matières premières métalliques (expansion et contraction thermiques).< !---->.
-
Extension du système mécanique : Un léger faux-rond radial existe dans les broches rigides tournant à des vitesses élevées (telles que des dizaines de milliers de tr/min), ainsi qu'un jeu dans les vis à billes et un micro-fluage lors du mouvement du rail de guidage< !---->.
-
Usure physique de l'outil : Quand coupant des métaux de haute dureté (comme l'acier inoxydable 304/316 ou les alliages de titane), les arêtes vives de l'outil subissent une dégradation irréversible après plusieurs heures d'usinage continu< !---->. Cela conduit à une sous-découpe, ce qui fait que les dimensions des pièces s'agrandissent< !---->.
Par conséquent, les tolérances ne sont pas des obstacles à la fabrication . Au lieu de cela, ils représentent une marge de sécurité définie pour les écarts de fabrication afin de garantir que « les pièces peuvent être assemblées, s'emboîter, ne fuient pas de liquide et ne vibrent pas ». < !---->
Quatre facteurs de processus fondamentaux qui déterminent les coûts dans l'usinage d'ultra-précision
Lorsque les tolérances des pièces passent d'un standard de ±0,05 mm à un ultra-précis de ±0,01 mm, le système de fabrication dans l'atelier subit un saut technologique fondamental, ce qui entraîne augmentations de coûts non linéaires :
1. Des sauts générationnels dans les équipements de production et les contrôles environnementaux
Dans la plage de tolérance de ±0,05 mm, une fraiseuse CNC conventionnelle à 3 ou 4 axes bien entretenue ou un tour CNC à grande vitesse standard peut produire des pièces dans un format standard, atelier non climatisé avec un rendement de lots très élevé . La dépréciation de l'équipement est faible et la production quotidienne est élevée .
Cependant, pour garantir de manière fiable ±0,01 mm, les erreurs physiques standard des vis à billes ne peuvent plus être tolérées . Les fabricants doivent utiliser des centres d'usinage 5 axes haut de gamme, des centres de fraisage-tournage de précision ou des meuleuses sans centre spécialisées de haute précision équipées d'échelles linéaires en boucle fermée et de systèmes de contrôle de refroidissement de broche hydraulique . De plus, ces machines doivent fonctionner dans des ateliers de précision spécialisés avec une isolation constante de la température, de l'humidité et des vibrations .
2. Cycles de vie rigoureux des outils et stratégies de remplacement
Lors de l'usinage de métaux bruts de haute dureté, les bords des outils perdent continuellement des traces d'atomes, ce qui entraîne une dérive des dimensions vers une "sous-découpe". Avec une tolérance de ±0,05 mm, l'usure normale de l'outil peut être gérée par les opérateurs en effectuant manuellement des micro-ajustements toutes les quelques heures .
Cependant, dans l'usinage de ±0,01 mm, même une usure d'outil de 10 microns entraîne directement des pièces hors tolérance . Pour maintenir des rendements élevés, le système d'usinage doit utiliser des paramètres de coupe haut de gamme, utiliser des régleurs d'outils laser intégrés à la machine et mettre en œuvre des « stratégies proactives de remplacement d'outils » à haute fréquence. Cela réduit l'utilisation de la durée de vie des outils de plus de 60 %, ce qui fait monter en flèche les coûts de consommation d'outils .
3. Systèmes de positionnement DFM et déformation de serrage physique
Le métal n'est pas complètement rigide . Si un tube en acier inoxydable est serré sur un mandrin avec une pression excessive, la pièce rebondira et se déformera vers l'intérieur en raison du relâchement élastique une fois le montage desserré après l'usinage . À ±0,05 mm, ce retour élastique est à peine perceptible . Mais à ±0,01 mm, la contrainte microscopique provoquée par la force de serrage détermine directement le taux de réussite . Par conséquent, les ingénieurs de montage de Liqin doivent concevoir des montages flexibles hydrauliques très sophistiqués pour les pièces de haute précision et ajouter plusieurs étapes de micro-ajustement manuel, augmentant considérablement le coût d'installation par unité .
4. Heures d'inspection multipliées et exigences de stabilisation de la température
L'usinage de tolérance de précision est difficile non seulement à « réaliser », mais aussi à « mesurer ». Les micromètres standards et les pieds à coulisse numériques sont très sujets aux écarts de lecture dus aux techniques de mesure et à la dilatation thermique infime due à la chaleur des mains . Les dimensions de ±0,01 mm doivent être strictement inspectées à l'aide de machines à mesurer tridimensionnelles (MMT) de haute précision associées à des capteurs infrarouges . Pour éliminer l'impact des différences de température ambiante, les pièces doivent rester dans une salle de contrôle qualité climatisée pendant 24 heures pour atteindre un équilibre isotherme après avoir été retirées de la machine avant que la collecte de données puisse commencer . Cela entraîne une augmentation des cycles de contrôle qualité et des coûts de temps .
Étude de cas d'optimisation DFM Liqin Industrial & Trading Classic : une réduction scientifique des coûts de 42 %
-
Historique du client : Un partenariat à long terme La multinationale européenne mondiale de machines d'emballage nous a envoyé un dessin pour un support de transmission en acier inoxydable 316, avec une commande initiale de 800 pièces< !---->. Parce que les ingénieurs R&D du client recherchaient un ajustement parfait de l'assemblage, l'ensemble du profil extérieur, les épaisseurs des bords, les fentes profondes et les trous de montage de l'assemblage ont été uniformément étiquetés avec une précision extrêmement élevée de ±0,01 mm< !---->.
-
Analyse et obstacles : sur Après avoir reçu les fichiers 3D et les dessins 2D, l'équipe d'ingénierie DFM de Liqin a immédiatement organisé une réunion de faisabilité du processus< !---->. L'acier inoxydable 316 présente une mauvaise usinabilité, des contraintes internes élevées et une forte susceptibilité à la déformation thermique< !---->. Si nous insistions pour fabriquer chaque dimension à ±0,01 mm, la pièce entière devrait être lentement "meulée" sur des meuleuses et des machines d'électroérosion à fil à avance lente< !---->. Le taux de ferraille serait incroyablement élevé, ce qui ferait monter en flèche le prix unitaire< !---->.
-
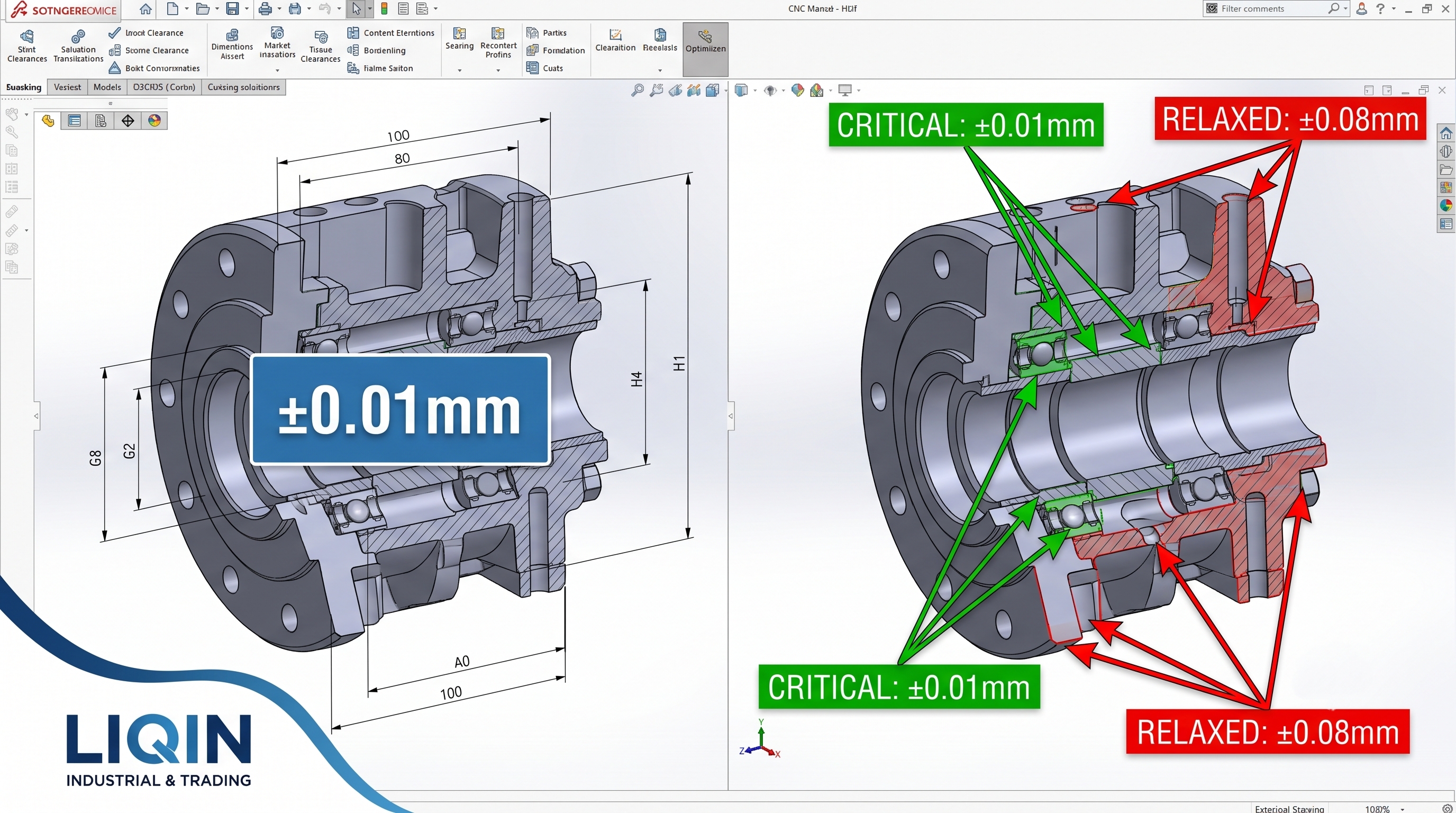
Solution sur mesure : Nous avons proposé un schéma d'optimisation de « tolérance fonctionnelle localisée » au client par vidéoconférence< !----> :
-
Seul l'alésage du roulement central, utilisé pour loger un roulement de précision importé, conservait la tolérance d'ajustement serré de ± 0,01 mm (sécurisée via alésage de haute précision ou meulage de précision) .
-
Toutes les autres dimensions, y compris les surfaces de contact externes, les jeux latéraux, les trous de dégagement des boulons et les profils extérieurs, ont été relâchées à un niveau raisonnable de ±0,08. mm .
-
-
Avantages du projet : Le client a adopté notre recommandation professionnelle< !---->. Le processus d'usinage est passé de "plusieurs traitements thermiques de soulagement des contraintes + meulage à avance lente" à un "enlèvement de matière de fraisage CNC rapide + alésage de précision localisé."< !----> Le coût d'approvisionnement par pièce a diminué de 42 %, les délais de livraison ont été réduits de 15 à 10 jours et les performances mécaniques réelles des pièces sont restées totalement intactes< !---->. Cette collaboration a encore solidifié notre partenariat technologique avec le client< !---->.
Cliquez ici pour votre demande 👆
FAQ
Q1 : Pourquoi les propriétés physiques et chimiques d'un matériau ont-elles un impact direct sur le coût nécessaire pour atteindre des tolérances strictes ?
R : Cela est dû à d'énormes différences dans "l'usinabilité" et la température thermique des matériaux. stabilité . Par exemple, les métaux à haute dureté et à haute viscosité (tels que l'acier inoxydable 316 et les alliages de titane) génèrent une chaleur intense pendant l'usinage, ce qui les rend très sujets à l'écrouissage et aux contraintes thermiques. . L'usure des outils est exceptionnellement rapide, nécessitant un contrôle de processus coûteux pour verrouiller une tolérance de ± 0,01 mm . À l’inverse, le laiton et l’aluminium 6061 offrent une excellente usinabilité et de faibles efforts de coupe ; atteindre le même niveau de haute précision dans ces métaux est beaucoup moins coûteux . Par conséquent, les conceptions de précision doivent donner la priorité aux matériaux de haute qualité, rentables et faciles à usiner. .
Q2 : Comment pouvons-nous éviter des coûts élevés dans des scénarios où des ajustements rotationnels de haute précision doivent être garantis ?
R : Nous recommandons d'utiliser des systèmes d'ajustement standard tels que la base de trou ou la base d'arbre. système . Dans la conception par ajustement d'assemblage, il n'est pas nécessaire d'étiqueter à la fois le trou et l'arbre avec des tolérances limites extrêmes . En règle générale, vous pouvez acheter des roulements ou des broches standard de très haute précision (dont les précisions standard peuvent facilement atteindre +0/-0,005 mm) et concevoir une tolérance de trou d'ajustement légèrement plus large sur la pièce usinée sur mesure (telle que +0,02/+0,05 mm) . Cela garantit un alignement de l'assemblage de haute précision tout en réduisant considérablement la difficulté d'usinage des pièces personnalisées .
Q3 : Comment une usine gère-t-elle les dimensions non critiques qui ne disposent pas de légendes de tolérance explicites sur un dessin ?
R : Pour les dimensions sans tolérances spécifiées, les usines suivent strictement les normes nationales et internationales pendant production . Chez Liqin Industrial & Trading, notre norme générale d'exécution est ISO 2768-m (classe de tolérance moyenne), où les écarts limites pour les dimensions plus petites sont généralement compris entre ±0,1 mm et ±0,2 mm . Si vous avez des exigences spécifiques pour les dimensions non critiques (par exemple, si certaines zones doivent conserver une excellente cohérence esthétique même si elles ne s'interfacent pas avec d'autres pièces), assurez-vous de spécifier la norme non tolérée applicable dans la section des exigences techniques de vos dessins 2D .
Q4 : Quels conflits physiques se produisent entre les tolérances de haute précision et les traitements de surface ultérieurs (tels que l'anodisation, la passivation chimique ou le revêtement en téflon) ?
R : Il s'agit d'un "piège de conception" classique. La plupart des traitements de surface métallique ajoutent ou soustraient une couche d'épaisseur au substrat . Par exemple, la couche anodisée sur l'alliage d'aluminium augmente l'épaisseur du film d'environ 5 μm à 15 μm par côté . Le placage chimique, la passivation de surface ou les couches de revêtement en téflon génèrent également des variations dimensionnelles non négligeables . Si une pièce est usinée exactement à une limite de ±0,01 mm pendant l'étape de découpe CNC, ses dimensions sortiront inévitablement hors tolérance après le traitement de surface . Par conséquent, les ingénieurs R&D doivent indiquer explicitement sur les dessins si les dimensions s'appliquent « avant le traitement de surface » ou « après le traitement de surface », permettant ainsi aux experts DFM de Liqin de calculer et de pré-compenser à l'avance les épaisseurs du traitement de surface.< !---->.
Q5 : Comment puis-je maximiser le soutien à la réduction des coûts de Liqin Industrial & Trading tout en garantissant la fonctionnalité du produit ?
R : La meilleure méthode consiste à mettre en œuvre une implication précoce des fournisseurs (ESI) . Lorsque votre nouveau produit est encore au stade de la conception conceptuelle ou au début de la phase de modélisation 3D (avant la finalisation des dessins détaillés 2D), envoyez vos fichiers de conception à l'équipe technique de Liqin au format STEP/STP . Nos ingénieurs DFM s'appuieront sur un logiciel de modélisation géométrique professionnel et sur des années d'expérience en usinage pour vous fournir un rapport technique complet sur les économies de coûts et la faisabilité des tolérances . Nous proposons des recommandations de grande valeur couvrant la sélection des matériaux, l'usinage des angles morts, la relaxation des tolérances, et bien plus encore .
fournissez-nous simplement vos fichiers CAO 3D (STEP/STP) et vos exigences de tolérance/assemblage, et notre équipe d'ingénierie technique vous fournira une évaluation DFM complète, des commentaires sur l'optimisation des tolérances et une offre commerciale très compétitive. devis dans les 24 heures. Cela vous aide à évaluer rapidement la faisabilité de la conception, à éviter une ingénierie excessive et à maximiser votre budget d'approvisionnement.
Coordonnées
Avis de non-responsabilité en matière de propriété intellectuelle et de spécifications techniques
-
Confidentialité de la conception et protection de la propriété intellectuelle : Ningbo Liqin Industrial & Trading Co., Ltd. (ci-après dénommée « la Société ») respecte et protège strictement la propriété intellectuelle de nos clients. Tous les fichiers CAO 3D, dessins 2D, spécifications d'assemblage et autres données techniques qui nous sont soumis seront traités de manière strictement confidentielle. Sans votre consentement écrit explicite, la Société ne divulguera, ne partagera ni n'utilisera jamais vos fichiers de conception à des fins autres que l'évaluation et l'exécution de vos commandes. Nous sommes tout à fait prêts à signer un accord de non-divulgation (NDA) bilatéral juridiquement contraignant sur demande.
-
Priorité des dessins techniques : lors du processus d'évaluation, de devis et de production de la fabrication, en cas de divergences ou de conflits entre le modèle CAO 3D (par exemple, STEP/STP) et les dessins techniques 2D (par exemple, PDF/DWG) concernant les tolérances, les dimensions ou les spécifications techniques, les détails explicitement annotés sur les dessins techniques 2D prévaudront, sauf accord contraire écrit des deux parties.
-
Applicabilité standard : les cas d'optimisation, les délais et les tests d'usinage mentionnés dans ce blog sont uniquement à des fins d'illustration technique générale. Les capacités spécifiques de contrôle des tolérances peuvent être physiquement limitées par la géométrie personnalisée de la pièce, les caractéristiques du lot de matériaux sélectionné et les processus de finition de surface.