Surmonter les goulots d'étranglement des processus multiples : perspectives techniques et avantages quantifiables de l'usinage complexe tournage-fraisage
Dans le contexte de l'approvisionnement en composants de haute précision, les acheteurs B2B et les ingénieurs de projet sont constamment confrontés à un compromis critique : plus la complexité géométrique d'une pièce est élevée, plus le risque d'accumulation des tolérances et de délais de fabrication imprévisibles est important.
Lorsqu'un composant intègre des diamètres de tournage précis (profils cylindriques) et des détails asymétriques tels que des alésages excentrés, des trous transversaux ou des rainures fraisées complexes, la production conventionnelle répartit le travail entre des tours CNC et des centres d'usinage verticaux distincts. Cette approche traditionnelle engendre trois problèmes majeurs de fabrication :
-
Erreurs de cotation géométrique et de tolérancement (GD&T) dues au repositionnement : à chaque fois qu’une pièce est desserrée, transférée et resserrée manuellement sur une nouvelle machine, des écarts de serrage de l’ordre du micron et des erreurs d’empilement d’outils s’accumulent. Il devient alors quasiment impossible de respecter les tolérances de position et de coaxialité.
-
Latence de production excessive : les pièces perdent des jours à patienter dans des files d’attente entre différents centres de travail, allongeant un cycle de production normalement court à plusieurs semaines.
-
Investissements exorbitants dans les dispositifs de maintien de pièces : L'achat ou la construction de dispositifs sur mesure distincts pour les opérations de tournage autonomes et de fraisage multiaxes fait exploser les budgets initiaux.
La mise en œuvre de l'usinage multitâches tournage-fraisage est spécifiquement conçue pour éliminer ces goulots d'étranglement structurels fondamentaux à la base.
1. Analyse technique approfondie : Liaison multi-axes sous le capot
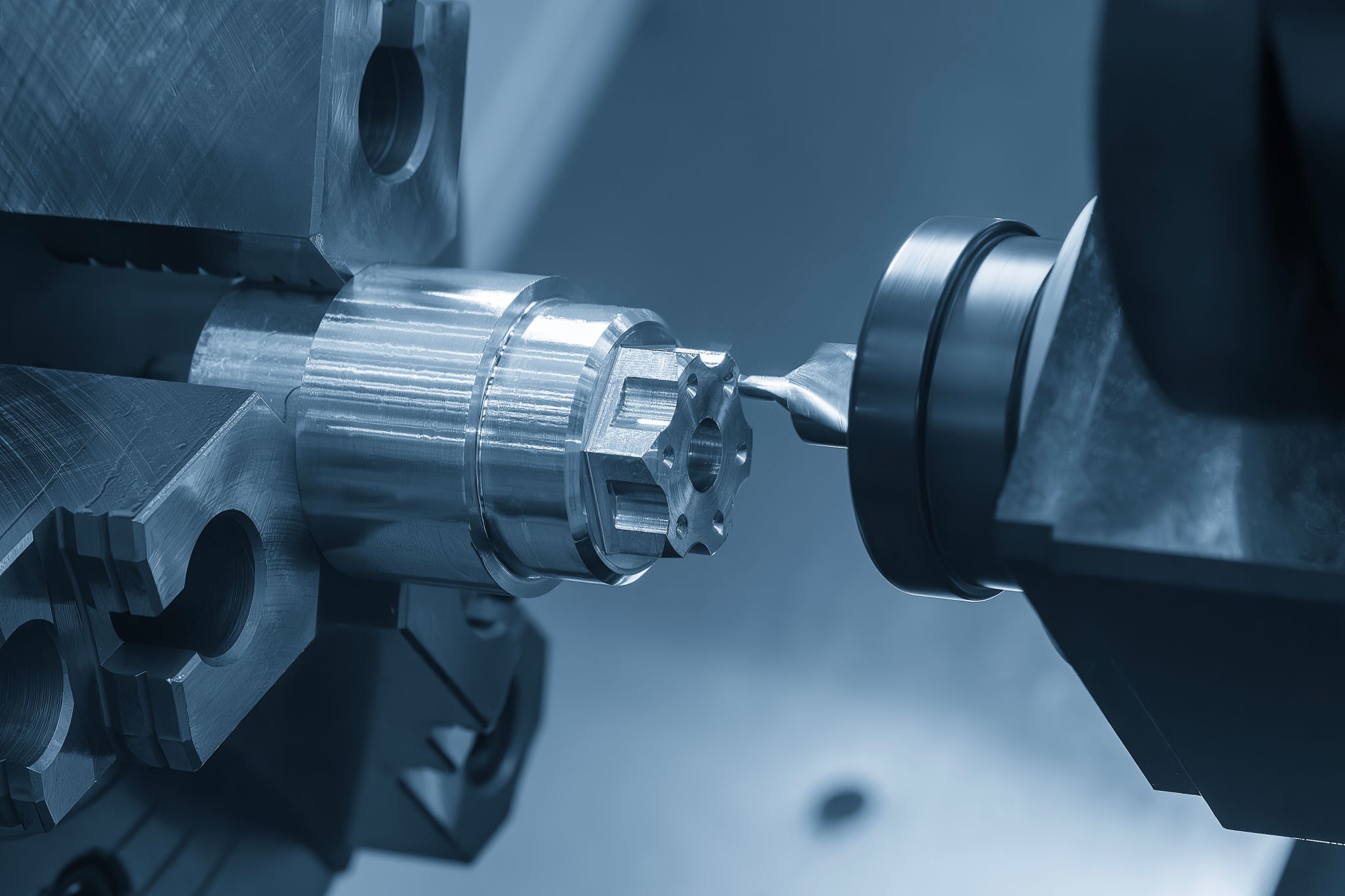
Alors que les tours-fraiseuses historiques étaient équipés de tourelles motorisées basiques sur des tours standard, les centres d'usinage multitâches de haute précision modernes utilisent des broches de fraisage autonomes sur l'axe B, des doubles broches principales/secondaires synchronisées et des stations d'outillage motorisé à couple élevé. Tirant parti de l'interpolation en coordonnées polaires et des algorithmes de coordonnées cylindriques continues, ces stations de travail offrent un contrôle multiaxes synchronisé sur les axes X, Y, Z, B et C.
Par conséquent, depuis l'alimentation en barres brutes jusqu'à la découpe des pièces finies, les géométries de face avant, les trous transversaux inclinés et les profils hélicoïdaux à pas variable sont tous exécutés sous une seule référence d'usinage uniforme.
Pour illustrer les avantages opérationnels et techniques concrets, nous avons quantifié les différences entre la technologie de tournage-fraisage et le traitement fractionné traditionnel :
📊 Mesures quantifiables et comparaison des processus
| Dimension d'évaluation / Indicateur clé | Procédé traditionnel en deux étapes (tournage CNC + fraisage vertical) | Usinage moderne de tournage-fraisage multi-axes | Performances de base Élévation |
| Nombre de configurations | 3 à 5 configurations (très manuelles) | 1 configuration unique (tout-en-un) | Réduit les erreurs de configuration humaine de plus de 70 % |
| Coaxialité et tolérance de position réelle | ±0,020 mm ~ ±0,050 mm | ≤ ±0,005 mm | Amélioration de 4 fois des limites strictes de GD&T |
| Capacité dimensionnelle (valeur Cpk) | < 1,33 (Variance très volatile) | ≥ 1,67 (Précision ultra-stable) | Réduit les taux de rebuts par lot à moins de 0,5 % |
| Délai total | 7 à 10 jours (transit et attente compris) | 1 à 3 jours | Accélère la livraison totale de 60 à 70 % |
| Dispositifs de maintien de pièces dédiés requis | 3 à 4 accessoires sur mesure | 1 Standard Universal Workholder | Réduit de 50 % les investissements initiaux en outillage |
2. Contrôle qualité du processus complet : de la simulation FAO à la vérification CMM
La gestion de configurations ultra-complexes exige plus qu'un matériel de pointe ; elle requiert un écosystème de contrôle qualité robuste et en boucle fermée pour garantir des livraisons industrielles sans défaut :
-
Audits numériques de conception pour la fabrication (DFM) : avant le chargement des matériaux, notre cellule d’ingénierie effectue des simulations dynamiques de détection de collision et de cinématique multi-axes à l’aide de logiciels de FAO de pointe (par exemple, Mastercam, Hypermill). Ceci permet d’éliminer les risques de déformation des outils et les vibrations localisées en surface.
-
Palpage en machine : Grâce à l'intégration de sondes optiques infrarouges Renishaw, nos systèmes scannent les repères de référence des pièces brutes et ajustent automatiquement les décalages des coordonnées de travail avant la découpe, assurant ainsi des compensations dynamiques en temps réel de l'usure des outils.
-
Validation par machine à mesurer tridimensionnelle à température contrôlée : après usinage, les pièces sont acheminées vers notre laboratoire d’inspection à température contrôlée (22 °C). Des machines à mesurer tridimensionnelles (MMT) de haute précision contrôlent minutieusement la position spatiale, l’excentricité et les profils géométriques précis, générant des rapports d’inspection dimensionnelle complets qui vous sont remis directement avec votre lot.
3. Spectre d'applications pour l'ensemble de l'industrie : Maîtriser divers alliages industriels
Grâce à une rigidité extrême du châssis et à des approches de coupe variables, le multitâche tournage-fraisage excelle dans la production de matériaux d'ingénierie exigeants et dans des chaînes d'approvisionnement mondiales hautement réglementées :
-
Technologies médicales : vis de compression osseuse, articulations robotisées chirurgicales spécialisées. Utilisant principalement du titane (Ti-6Al-4V ELI) ou des aciers inoxydables de qualité implantable, ces dispositifs exigent une exécution sans bavure et un micro-filetage en une seule passe.
-
Machines de transformation et de conditionnement des aliments : rotors de pompes à cavité progressive excentrée, obturateurs de vannes de distribution multiport. Généralement usinés en acier inoxydable austénitique 316L , ces rotors présentent des profils hélicoïdaux doubles à pas variable très complexes. Ils exigent des états de surface impeccables, atteignant une rugosité Ra miroir de 0,4 µm, de qualité sanitaire, afin d’inhiber efficacement la prolifération bactérienne.
-
Optoélectronique et semi-conducteurs : cavités laser à vide poussé, boîtiers de capteurs optoélectroniques. Usinés en aluminium de qualité aérospatiale (7075-T6) , ces composants garantissent une étanchéité parfaite et une finition de surface impeccable.
-
Aérospatiale et défense : Rotors de turbines à gaz miniatures, manchons de tiroir d’actionnement hydraulique. Ces pièces nécessitent un enlèvement de métal important et précis à partir de superalliages à base de nickel difficiles à travailler comme l’Inconel 718 .
❓ FAQ sur la conversion à haute fréquence : Surmonter les obstacles à l’approvisionnement
Q1 : Notre projet est en phase de R&D et nécessite une petite série de seulement 5 à 10 pièces. L’usinage tournage-fraisage est-il adapté aux petits lots et les coûts de mise en place sont-ils prohibitifs ?
A1 : Absolument. L’un des principaux avantages de l’usinage multiaxes par tournage-fraisage est l’élimination totale des montages spécifiques. Bien que la programmation multiaxes et la configuration initiale de la machine prennent plus de temps qu’avec un tour classique, l’absence de coûts liés à la fabrication de plusieurs montages spécialisés rend le tournage-fraisage très rentable pour les petites et moyennes séries (5 à 50 unités) par rapport à l’usinage traditionnel par fraisage fractionné.
Q2 : Comment garantissez-vous que les spécifications géométriques strictes de nos plans, telles qu'une limite de coaxialité de ≤ 0,008 mm, seront respectées de manière fiable ?
A2 : Nous garantissons cela grâce à une double protection technique. Sur le plan structurel, notre procédé « tout-en-un » usine les diamètres extérieurs et fraise les alésages excentrés en une seule opération, éliminant ainsi les erreurs cumulatives liées aux transferts manuels entre machines. Concernant la vérification, chaque lot fait l’objet d’un contrôle obligatoire sur nos machines à mesurer tridimensionnelles Hexagon, et vous recevrez un rapport d’inspection dimensionnelle certifié et entièrement traçable avec votre envoi.
Q3 : Quels formats de CAO 3D acceptez-vous, et proposez-vous une optimisation technique avant le début de la fabrication ?
A3 : Nous sommes compatibles avec la quasi-totalité des extensions de fichiers CAO universelles, notamment .STEP, .STP, .IGS, .X_T, and .DWG . Notre bureau d’études réalise une analyse DFM (conception pour la fabrication) complète et gratuite dans les 24 heures suivant la soumission de vos plans. Si nous identifions des rayons de courbure internes non usinables ou des zones en porte-à-faux importants susceptibles de compromettre la rugosité de surface, nous vous proposerons des modifications de conception alternatives afin d’optimiser votre budget de fabrication.
TÉL. : +86 187 5714 8656
Courriel : zhouli@chinaliqin.com
WhatsApp : +86 187 5714 8656
Site web : https://www.cncliq.com/