
Chaque semaine chez Ningbo Liqin Industrial & Trading Co., Ltd., notre équipe d'ingénierie ouvre des centaines de STEP fichiers . Sur un moniteur haute résolution, les modèles CAO sont parfaits. Mais lorsque nous les traduisons en parcours d'outils Mastercam pour nos configurations 5 axes DMG MORI, la réalité de l'atelier d'usinage prend le dessus : des coins internes serrés qui nécessitent des heures d'électroérosion lente, des poches profondes destinées à casser des fraises en carbure et des filetages modélisés avec un jeu nul pour l'échappement des copeaux .
En ajustant ces fonctionnalités pour qu'elles correspondent aux limites physiques des outils de coupe rotatifs, vous pouvez facilement réduire de 30 % votre facture d'usinage . Voici comment nous procédons, sans fioritures théoriques.
1. La pénalité de rayon interne : pourquoi vos angles R coûtent une fortune
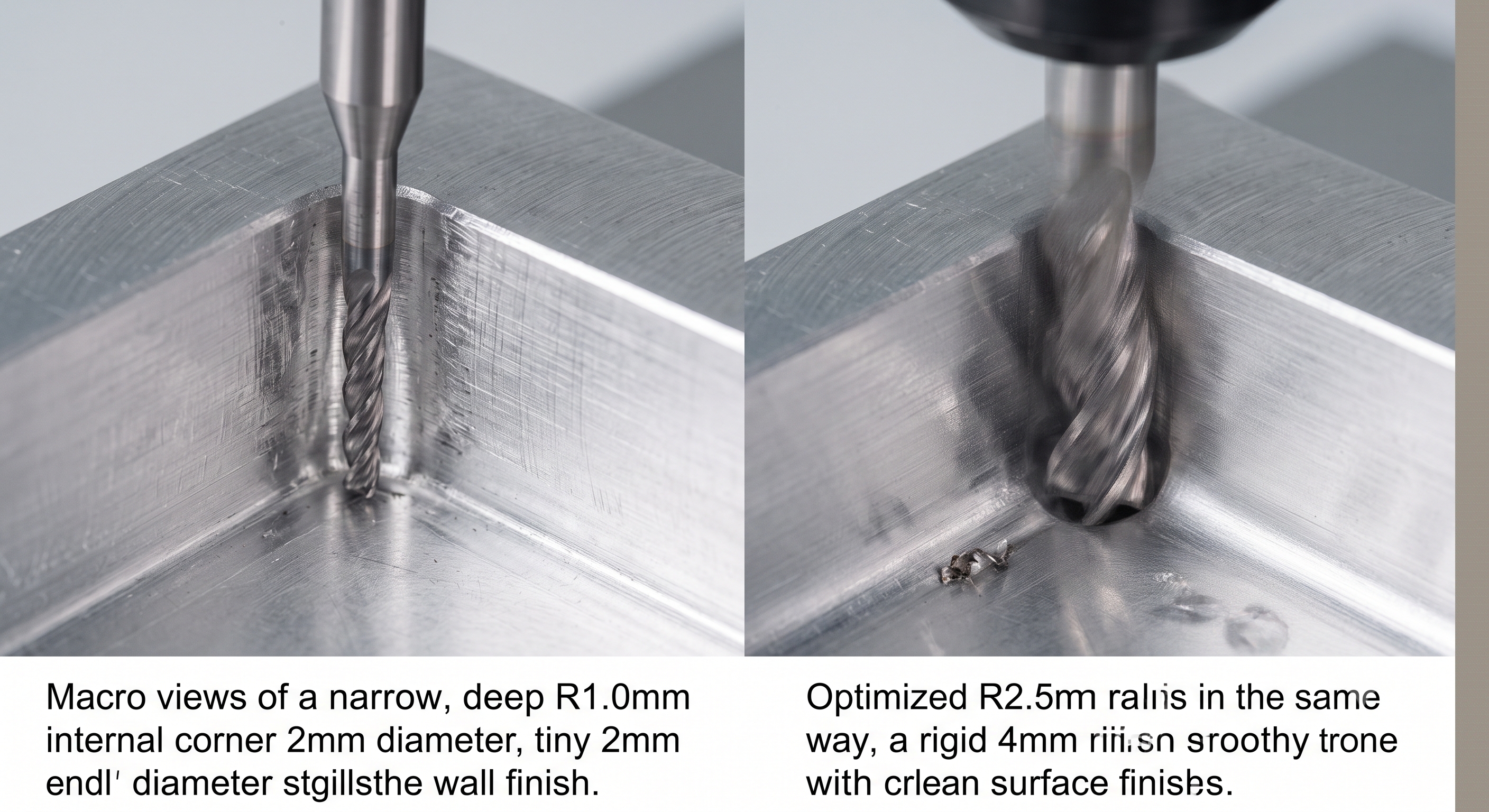
Collez une poche profonde de 30 mm avec un Coin R1.0mm sur une impression, et vous nous forcez à passer d'un 10mm plus rugueux à un fragile 2 mm micro-fraise à longue portée . La rigidité de l'outil évolue avec la quatrième puissance de son diamètre (d^4). Cet outil 2mm a 625 fois moins de rigidité qu'un Coupeur 10 mm.
Chute de rigidité = (10)^4 / (2)^4 = 10000 / 16 = 625x moins rigide
Pour éviter que l'outil ne se brise comme un cure-dent, nos opérateurs doivent réduire l'avance à un niveau lent 150mm/min. Si vous nous laissez ouvrir ce coin à R2,5mm (permettant une fraiseuse 4mm), nous pouvons exécuter l'outil plus rapidement. chemins, économisez 55 % sur le temps de cycle et éliminez la déviation de l'outil qui ruine les finitions des murs .
-
Règle générale : Conservez R≥1.1×Rtool. Cela donne à la fraise une marge de manœuvre dans le coin, évitant ainsi un pic soudain d'engagement de l'outil de 90 à 180 degrés qui provoque des vibrations intenses et des micro-écailles.
2. Poches, rapports d'aspect et résonance à paroi mince
Les emplacements profonds et étroits suscitent des ennuis. Lorsque le rapport profondeur/diamètre de la poche dépasse L/D>4, l'outillage en carbure standard dévie sous les forces de coupe latérales selon l'équation classique des poutres en porte-à-faux :
Pour contrer cette déviation (> 0.012mm), nous devons ralentir les opérations de la machine ou utiliser des outils à col conique coûteux et à longue portée . Gardez les profondeurs d'ébauche dans 3×D. Pour les cavités profondes, concevez une poche étagée ou divisez la pièce en un assemblage multi-pièces .
Les vibrations affectent également les parois minces. L'usinage de l'aluminium (comme l'AL6061-T6) en dessous de 0,8 mm libère des contraintes internes et fait repousser le métal du coupeur. Cela laisse une surface ondulée ou fissure le matériau.
Pour contourner ce problème sans ajouter de coûts de processus, nous utilisons une méthode progressive de réduction au niveau du terrain. Nous alternons les coupes des deux côtés, en diminuant 1,5 mm à la fois pour laisser la masse non usinée servir de support. Nous utilisons des fraises en aluminium à une seule cannelure à plus de 20 000 tr/min pour maintenir les forces de coupe légères.
3. Le piège de la configuration : pourquoi les rotations de pièces drainent les budgets
De nombreux concepteurs supposent que le coût est uniquement une question de volume de matériaux. Ils négligent le travail manuel de configuration des luminaires et d’alignement des indicateurs. Chaque face nécessitant une rotation oblige l'opérateur de la machine à arrêter, desserrer, retourner, serrer à nouveau et palper à nouveau le système de coordonnées de la pièce. Dans la production à faible volume, la configuration et l'alignement représentent plus de 70 % du total des heures de travail.
De plus, chaque resserrage introduit des erreurs d'alignement au niveau micro qui menacent les dimensions géométriques des faces transversales telles que la perpendiculaire et la coaxialité.
-
DFM exploitable : Concevez les caractéristiques d'accouplement critiques (localisation des trous d'épingle, sièges de roulement) sur le même plan axial.
-
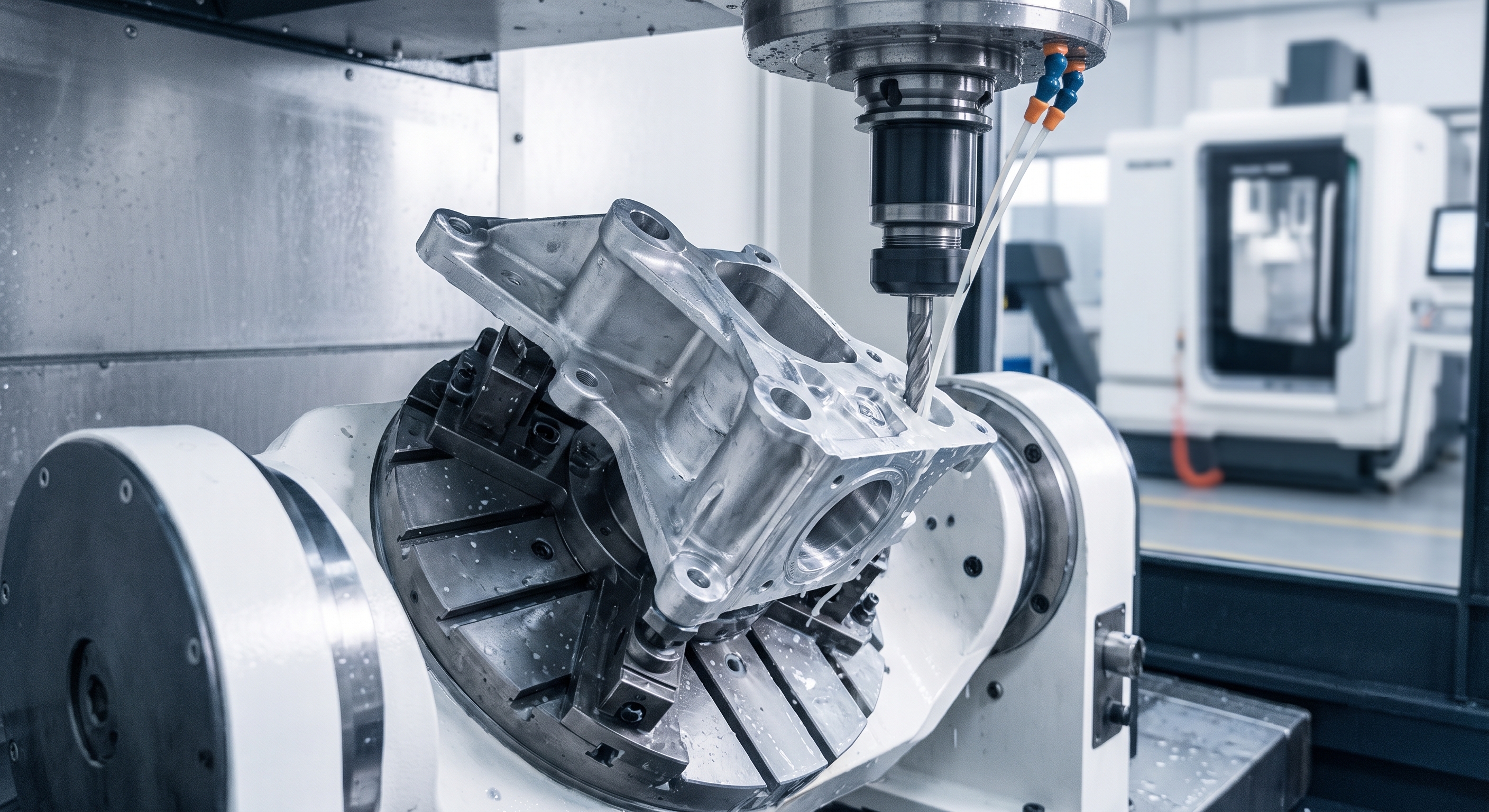
Alternative : Laissez-nous exécuter la pièce sur nos centres d'usinage 5 axes pour terminer l'usinage sur 5 faces en une seule configuration, vous permettant ainsi d'économiser 30 % sur les coûts de main-d'œuvre manuelle.
4. Trous borgnes et filetages peu profonds
Nous voyons cela souvent sur les boîtiers automobiles : un filetage M6 spécifié à une profondeur de 12 mm dans un trou borgne de seulement 14 mm de profondeur . Un taraud à goujure hélicoïdale standard ne peut pas se visser jusqu'au fond absolu d'un trou en raison du pas de chanfrein sur l'outil (généralement 2 à 3 pas) . Forcer le taraud vers le bas comprime les copeaux d'aluminium emballés au fond, augmente le couple de coupe et enclenche l'outil.
Profondeur de perçage minimale = longueur de filetage utilisable + (3 x Emplacement)
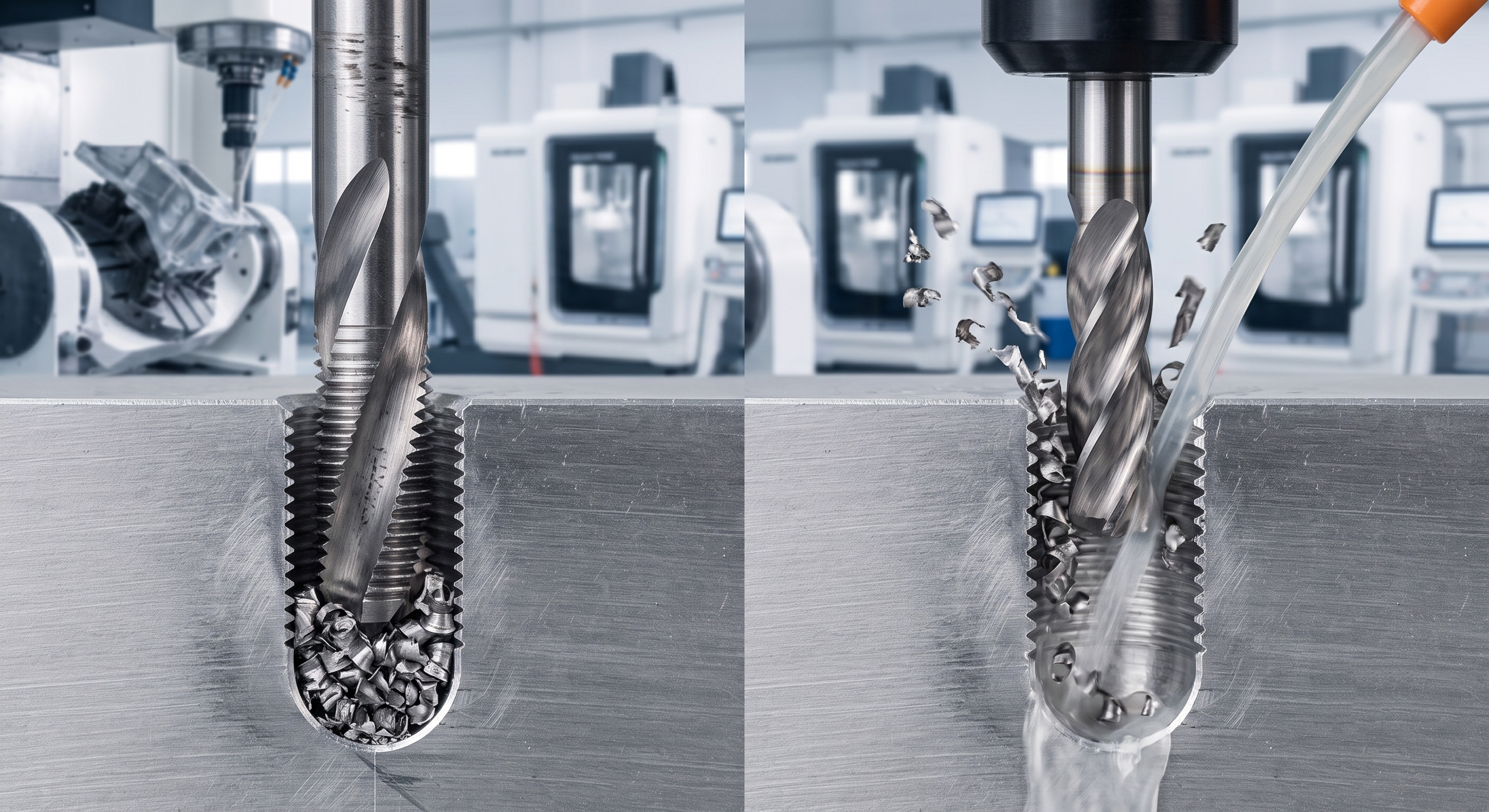
Garantissez toujours une marge de profondeur de forage d'au moins 3×Pitch au-delà de la longueur de filetage utilisable . Si les parois structurelles sont trop fines pour un trou plus profond, nous passons au fraisage de filetage CNC plutôt qu'au taraudage physique. Étant donné qu'une fraise à fileter est plus petite que le trou pré-percé et coupe de manière hélicoïdale, le liquide de refroidissement sous pression expulse facilement les copeaux hors de la cavité, évitant ainsi à la pièce d'être coincée et cassée.
5. Le coût réel des tolérances de ±0,005 mm
Sur-spécification des faces non associées à ±0,005 mm lorsqu'une norme ±0,02 mm ou DIN ISO 2768-m (moyen) est parfaitement adaptée, ce qui force des étapes de fabrication inutiles .
À ±0,005 mm, un simple fraisage ne fonctionnera pas. Nous devons introduire la micro-finition, le sondage continu du décalage d'outil ou la rectification cylindrique secondaire . Coefficient de dilatation thermique de l'aluminium (23 ×10^{-6}/K) signifie qu'une dérive de température de seulement 2°C en atelier modifie les dimensions de votre pièce de plusieurs microns. Cela nous oblige à exécuter des configurations à température contrôlée et à effectuer une inspection à 100 % sur notre machine à mesurer tridimensionnelle (MMT).
Matrice d'impact géométrique au sol de l'atelier
Vous trouverez ci-dessous des mesures réelles de notre atelier de production comparant les conceptions non optimisées avec les variations conformes au DFM traitées sur nos lignes à grande vitesse .
| Fonction géométrique | Conception non optimisée | Conception optimisée DFM | Impact sur le temps de cycle | Taux de rebut | % de réduction des coûts |
| Rayon de coin interne |
R 1,0 mm (Profondeur : 25 mm) < !----> |
R 2,5 mm (avec fraiseuse de 4 mm) < !----> |
Réduit de 55 % < !----> |
De 6,2 % à 0,1 % < !----> |
34,5 % < !----> |
| Rapport d'aspect de poche |
L/D = 6:1 (emplacement profond) < !----> |
L/D = 3,5:1 (poche étagée) < !----> |
Réduit de 40 % < !----> |
De 4,5 % à 0,0 % < !----> |
28,0 % < !----> |
| Tolérance dimensionnelle |
±0,005 mm (Linéaire) < !----> |
±0,020 mm (ISO 2 768-m) < !----> |
Réduit de 65 % < !----> |
De 8,8 % à 0,3 % < !----> |
42,0 % < !----> |
| Filetage à trou borgne |
Filetage M5 vers le bas < !----> |
Dégagement de perçage M5 + 2,5 mm < !----> |
Réduit de 15 % < !----> |
De 3,1 % à 0,0 % < !----> |
12,5 % < !----> |
FAQ
Q1 : Pourquoi ne pas simplement utiliser un outil plus petit pour dégager les virages serrés ?
A : Parce que la rigidité de l'outil diminue de façon exponentielle (d^4) . Forcer une petite fraise 2 mm dans un coin profond signifie qu'elle fléchira, dérivera et frottera contre le mur au lieu de cisailler le métal, ce qui ruinera la finition de surface et déclenchera une casse prématurée de l'outil .ols chemins, économisez 55 % sur le temps de cycle et éliminez complètement la déviation de l'outil qui ruine les finitions des murs .
Q2 : Et si notre conception nécessite absolument des parois minces inférieures à 0,8 mm ?
R : Nous devons implémenter un support « abaisseur ». Nous ne fraisons jamais d’abord un côté jusqu’à l’épaisseur finale ; à la place, nous usinons les deux côtés par pas peu profonds de 1,5 mm, laissant le métal non usiné plus épais en dessous absorber les forces de coupe et les vibrations.
Q3 : Quel est l'impact des orientations de configuration sur la tolérance géométrique de la pièce finale ?
R : Chaque fois que nous retournons une pièce, des erreurs d'alignement au niveau micro s'insinuent. Si les caractéristiques de correspondance critiques se trouvent sur des plans différents, obtenir une perpendiculaire ou une coaxialité étroite devient très risqué et coûteux en raison de ces erreurs d'empilement cumulatives.
Concevez les caractéristiques d'accouplement critiques (localisation des trous d'épingle, sièges de roulement) sur le même plan axial. Alternativement, laissez-nous exécuter la pièce sur nos centres d'usinage à 5 axes pour terminer l'usinage sur 5 côtés en une seule configuration, vous permettant ainsi d'économiser 30 % sur les coûts de main-d'œuvre manuelle.
Q4 : Pouvons-nous utiliser le filetage par fraisage pour tous les trous borgnes au lieu de tarauder ?
R : Oui, et nous le préférons pour les trous peu profonds. Une fraise à fileter est plus petite que le trou pré-percé et coupe de manière hélicoïdale, permettant au liquide de refroidissement sous pression de projeter facilement les copeaux hors de la cavité, éliminant ainsi le risque qu'un taraud cassé endommage la pièce.
Q5 : Comment le choix des matériaux affecte-t-il ces règles DFM ?
A : Métaux plus durs comme le 316 l'acier inoxydable ou le titane amplifient chaque erreur DFM. Un coin étroit ou une poche profonde qui est simplement lente à usiner dans l'aluminium devient un cauchemar qui brise les outils et génère un taux de rebut élevé dans le titane en raison de l'écrouissage.
Cliquez ici pour votre demande 👆
Résumé
En bref, réduire de 30 % votre facture d'usinage CNC ne signifie pas faire de compromis sur les performances fonctionnelles de votre produit ; cela signifie simplement aligner votre géométrie CAO avec les limites physiques de nos outils de coupe . En apportant des ajustements mineurs aux rayons des coins , en maintenant les profondeurs de cavité dans des proportions pratiques, en minimisant les rotations de configuration et en utilisant des tolérances réalistes telles que DIN ISO 2768-m , vous éliminez directement la déviation d'outil, les tarauds cassés et les configurations de machine inutiles . Le DFM ne consiste pas à abaisser vos normes, mais à éliminer les frictions de fabrication qui gonflent inutilement votre facture de production.
Avant de lancer votre prochaine demande d'offre à Ningbo Liqin Industrial & Trading Co., Ltd., ouvrez ces rayons internes, vérifiez vos tolérances linéaires par rapport à la norme ISO 2768-m et vérifiez votre aveugle dégagement des trous . Envoyez-nous les fichiers CAO mis à jour et regardez vos factures d'usinage baisser tandis que vos pièces arrivent plus rapidement et prêtes à être assemblées .
Coordonnées
Avis de non-responsabilité
Les conseils techniques, les paramètres d'usinage et les données de réduction des coûts présentés dans cet article sont basés sur les pratiques industrielles standard et les résultats typiques des ateliers de Ningbo Liqin Industrial & Trading Co., Ltd. Étant donné que chaque projet personnalisé implique des contraintes géométriques, des environnements d'exploitation et des comportements de matériaux uniques, ce contenu est destiné uniquement à des fins d'information et de référence de conception. Il ne constitue pas une garantie technique formelle ni une obligation technique contractuelle. Toutes les conceptions actives doivent faire l'objet d'un examen DFM formel par notre équipe d'ingénierie avant la production.