





Description du produit
| chose | décrire |
| Conception/Dimensions | D'après les dessins ou échantillons du client |
| Matériel |
Aluminium : 6061, 6063, 6082, 7075, 5052, A380, etc. Acier inoxydable : SS201, SS301, SS303, SS304 (SS304 de qualité alimentaire), SS316, SS316L, SUS430, SS416 Acier : acier à faible teneur en carbone, acier au carbone, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Acier allié (15Cr, 20Cr, 42CrMo), etc. Laiton : HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Cuivre, bronze, cuivre, etc. Titane : TC4 (TiAl6v4, Grade f5) Plastiques : ABS, PC, PE, POM, Delrin, Nylon, PP, PEI, Peek, etc. |
| processus | Usinage CNC, tournage, fraisage, estampage, découpe, etc. |
| Délai de livraison | Les échantillons sont généralement préparés sous 3 à 7 jours ouvrables, et la production en série sera effectuée en fonction de la quantité précise après approbation de l'échantillon. |
| Traitement de surface | Anodisation transparente, anodisation colorée, revêtement chimique, brossage, passivation, polissage, chromage, sablage, gravure laser, zingage, oxydation noire, nickelage, cémentation, traitement thermique, peinture |
| Équipement de test | Machine à mesurer tridimensionnelle (MMT), instrument de mesure 2D, projecteur, altimètre, micromètre, jauge de filetage, testeur de dureté, pied à coulisse, jauge à broches, testeur de brouillard salin, instrument de mesure de concentricité, spectromètre. |
| Système de gestion de la qualité |
ISO 9001:2015 ISO 13485:2016 |
| application | Pièces automobiles, pièces de machines, pièces informatiques, pièces médicales, pièces d'appareils électroménagers, pièces électriques, pièces de produits électroniques, pièces électroniques, pièces de générateurs, pièces d'alternateurs, articles de papeterie, interrupteurs de puissance, micro-interrupteurs, matériel de construction, marchandises et équipements audiovisuels. |
| Format de fichier | Solidworks, Pro/Engineer, CAO, PDF, JPG, DXF, IGS |
| Emballer | Sac intérieur en plastique, carton extérieur standard, ou selon les exigences du client |
| Expédition | Fret maritime, fret aérien, transport express international (DHL, FedEx, TNT, UPS). |
| Servir | L'équipe professionnelle de commerce extérieur offre des services réactifs et dynamiques. Rapport de contrôle dimensionnel / Certificat de matière première / Rapport de traitement de surface / Plan technique Rapport RoHS / Rapport de test au brouillard salin / Rapport de test de dureté |
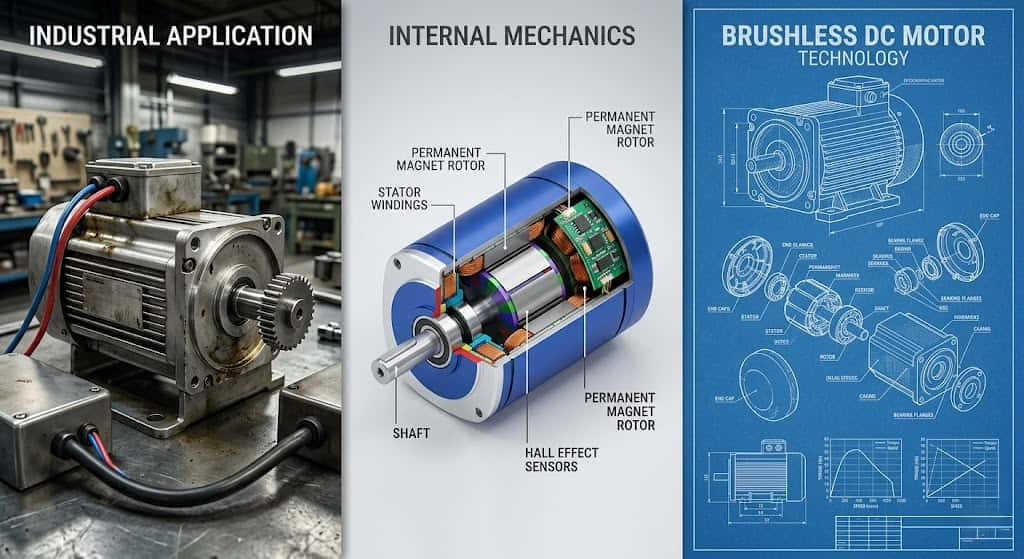
Usinage sur mesure du noyau du rotor d'un moteur BLDC
Ce noyau de rotor sur mesure pour moteur BLDC est un composant non standard de haute précision, assurant la transmission et la conduction magnétique essentielles des moteurs BLDC. Sa précision d'usinage, la qualité de sa surface et les performances de son revêtement déterminent directement la stabilité de fonctionnement, le rendement de transmission et la durée de vie du moteur. Grâce à notre ligne de production d'usinage de précision et à notre expertise éprouvée en matière de personnalisation de composants non standard, notre usine maîtrise l'usinage de précision complet de ce noyau de rotor, depuis la mise en forme de la matière première jusqu'au traitement électrolytique du produit fini, en respectant scrupuleusement les exigences de conception et les normes industrielles.
Caractéristiques principales du produit et exigences techniques
Le noyau du rotor est fabriqué en acier de construction de haute qualité conforme aux normes nationales, offrant une excellente résistance mécanique et une conductivité magnétique optimale pour répondre aux exigences de fonctionnement à haute vitesse et de transmission de puissance des moteurs BLDC. Ce produit est soumis à des exigences strictes en matière d'usinage et de traitement de surface.
- La surface du noyau du rotor doit être exempte de rouille, de taches d'huile, de rayures et de défauts d'aspect, et tous les bords doivent être ébavurés ;
- Un revêtement de chrome d'épaisseur précise doit être appliqué sur la surface, son épaisseur étant contrôlée entre 1 et 3 μm. Ce revêtement doit être uniforme, présenter une forte adhérence et être exempt de décollement, de piqûres et d'autres défauts ;
- Toutes les dimensions non spécifiées sont usinées en stricte conformité avec le modèle 3D, et les dimensions clés et les tolérances géométriques suivent des normes de conception de haute précision ;
- L'ensemble du matériau est conforme aux exigences de protection de l'environnement RoHS, et un certificat de conformité est fourni pour chaque envoi.
Technologie d'usinage de précision à processus complet
Pour répondre aux exigences d'usinage de ce noyau de rotor, notre usine a élaboré un plan d'usinage complet, standardisé et perfectionné, dont les principaux processus sont les suivants :
-
Découpe et prétraitement des matières premières Sélectionner les matières premières en acier de construction conformes aux normes nationales et réaliser une découpe précise à l'aide d'équipements de précision. Procéder à un prétraitement de dégraissage et d'élimination de la rouille en surface afin d'éliminer toute impureté du substrat et d'assurer une base solide pour les étapes d'usinage et de galvanoplastie ultérieures.
-
Usinage de formage de précision L'usinage de formage des pièces (dimensions du noyau, chanfreins, congés, angles, etc.) est réalisé simultanément à l'aide d'équipements de haute précision tels que des tours et fraiseuses CNC, conformément au modèle 3D et aux plans. L'usinage de précision des trous, rainures et autres éléments est également effectué en parallèle. Le contrôle en boucle fermée du système CNC garantit la constance et la précision des dimensions usinées.
-
Ébavurage et finition de surface Effectuez l'ébavurage de toutes les arêtes usinées conformément à la norme d'inspection à un grossissement de 20x et éliminez complètement les bavures et les irrégularités d'usinage par une combinaison d'ébavurage mécanique et de finition manuelle. Procédez ensuite à la finition de surface par meulage, polissage et autres procédés afin de garantir que la surface du produit est exempte de rayures, de bosses et d'autres défauts, répondant aux exigences de propreté : absence de traces d'huile et d'imperfections.
-
Placage au chrome Pour le traitement de surface du noyau, une ligne de production de galvanoplastie professionnelle est utilisée pour la préparation du revêtement de chrome. Avant la galvanoplastie, un traitement d'activation est appliqué au noyau du rotor fini afin d'éliminer les couches d'oxyde superficielles et les impuretés résiduelles. Un dépôt uniforme d'une couche de chrome de 1 à 3 µm est ensuite obtenu grâce à un contrôle précis des paramètres de galvanoplastie. Un contrôle initial est effectué après la formation du revêtement afin de vérifier que son épaisseur, son adhérence et sa planéité sont conformes aux normes.
-
Inspection dimensionnelle complète et acceptation du produit fini Après le traitement de surface, un contrôle dimensionnel complet est effectué à l'aide d'équipements de test de haute précision, tels que des instruments de mesure 2D et 3D. Ce contrôle porte sur les dimensions, les tolérances géométriques, les angles, etc. L'épaisseur du revêtement, la qualité de surface et l'état de corrosion sont contrôlés simultanément. Seuls les produits conformes à tous les critères sont stockés. Un rapport d'inspection et un certificat de conformité RoHS sont joints à chaque lot.
Principaux défis en matière d'usinage et solutions ciblées
Ce noyau de rotor est un composant moteur non standard de haute précision, dont l'usinage présente de multiples défis techniques. Notre usine a su relever tous ces défis grâce à des procédés et des équipements éprouvés, comme détaillé ci-dessous :
Défi 1 : Contrôle stable des dimensions et tolérances géométriques de haute précision
Ce produit exige une précision d'usinage extrêmement élevée pour ses dimensions clés, angles, congés et autres structures. L'usinage conventionnel est sujet aux écarts dimensionnels et aux dépassements de tolérance géométrique, ce qui affecte la précision d'assemblage et de fonctionnement du moteur.
Solutions : Adopter des équipements d'usinage CNC importés de haute précision, dotés de broches de machines-outils à haute rigidité et de bibliothèques d'outils de précision, afin de réduire les erreurs dues aux vibrations d'usinage ; calibrer la précision des équipements avant l'usinage et adopter une technologie de test en ligne pendant l'usinage pour surveiller les variations dimensionnelles en temps réel et compenser automatiquement les paramètres d'usinage ; mettre en œuvre un système d'inspection complète de la première pièce et un système d'inspection par patrouille pour l'usinage en série afin de garantir que la précision dimensionnelle de chaque produit réponde aux exigences de conception.
Défi 2 : Atteindre des normes élevées en matière de surface impeccable
Le produit doit présenter une surface exempte de rouille, de taches d'huile et de rayures, avec des arêtes ébavurées. L'usinage conventionnel est sujet à des défauts de surface dus aux résidus de fluide de coupe, à l'usure des outils, au serrage des dispositifs de fixation, etc., ce qui affecte la qualité du traitement de surface et l'aspect du produit.
Solutions : Utiliser un fluide de coupe de haute qualité lors de l’usinage et l’associer à un système de refroidissement haute pression afin de réduire l’adhérence des copeaux et les rayures de surface ; remplacer régulièrement les outils d’usinage pour garantir leur tranchant et éviter les bavures et la rugosité de surface dues à l’usure ; recouvrir les mors de serrage de coussinets en caoutchouc souple pour éviter les indentations et les rayures de surface pendant le serrage ; procéder à un nettoyage par ultrasons après l’ébavurage pour éliminer complètement les traces d’huile et les résidus de copeaux, puis effectuer un séchage sous vide pour prévenir les traces d’eau et la rouille en surface.
Défi 3 : Garantir le dépôt uniforme et l’adhérence d’un revêtement de chrome mince de 1 à 3 µm
Il est difficile de contrôler l'épaisseur du mince revêtement de chrome, qui est sujet à des irrégularités, une mauvaise adhérence, un décollement et d'autres problèmes. La qualité du revêtement influe directement sur la résistance à la corrosion et la durée de vie du noyau du rotor.
Solutions : Concevoir des gabarits de galvanoplastie sur mesure afin de garantir une contrainte uniforme et une distribution de courant constante au niveau du noyau du rotor pendant le dépôt, évitant ainsi une épaisseur de revêtement irrégulière dès la source ; optimiser le prétraitement et éliminer les impuretés de la surface de la pièce grâce à des étapes multiples telles que le dégraissage, le décapage et l’activation, afin d’améliorer l’adhérence entre le revêtement et le substrat ; contrôler précisément les paramètres clés tels que la concentration du bain de galvanoplastie, la température et la densité de courant, et adopter la technologie de galvanoplastie pulsée pour obtenir un dépôt lent et uniforme, en contrôlant strictement l’épaisseur du revêtement entre 1 et 3 µm ; réaliser des tests d’adhérence et de contrôle d’épaisseur après galvanoplastie et éliminer les produits non conformes.
Défi 4 : Contrôle de la constance de la qualité dans les connexions multiprocessus
Ce produit fait appel à de multiples procédés d'usinage, et chaque étape, des matières premières à la galvanoplastie, influe sur la qualité du produit fini. Des fluctuations de qualité entre les procédés sont susceptibles de se produire en production de masse.
Solutions : Mettre en place un système de traçabilité qualité complet, attribuer un code de traçabilité unique à chaque produit et consigner les paramètres d'usinage, les résultats des tests et les opérateurs de chaque étape ; créer des postes de contrôle qualité dédiés à chaque étape et interdire formellement l'accès à l'étape suivante aux produits non conformes de l'étape précédente ; assurer la maintenance, l'entretien et l'étalonnage réguliers des équipements d'usinage et de galvanoplastie, et dispenser des formations professionnelles aux opérateurs afin de garantir la standardisation et la normalisation des opérations à chaque étape.
Nos avantages en matière d'usinage
-
Forte capacité de personnalisation non standard Grâce à notre expérience approfondie dans le domaine de l'usinage de précision non standard sur mesure, nous pouvons adapter avec souplesse les processus d'usinage aux modèles 3D et aux exigences de dessin des clients, en nous adaptant aux besoins de personnalisation des différents composants essentiels des moteurs BLDC.
-
Équipements et technologies de pointe Dotés d'un ensemble complet d'équipements d'usinage CNC de haute précision, de lignes de production de galvanoplastie professionnelles et d'instruments de test de précision, nos procédés ont été validés par de multiples applications pratiques, permettant d'atteindre de manière stable les exigences d'usinage en matière de haute précision et de haute qualité de surface.
-
Contrôle qualité rigoureux Mettre en place un système de contrôle qualité complet, depuis l'inspection des matières premières à la livraison des produits finis. Tous les produits sont soumis à de multiples tests afin de garantir leur conformité, et des rapports d'inspection ainsi que des certificats de conformité sont fournis pour chaque expédition.
-
Service complet et centralisé Nous proposons des services complets, de l'approvisionnement en matières premières à l'usinage de précision, en passant par le traitement électrolytique de surface, jusqu'à l'inspection, l'emballage et la livraison du produit fini, réduisant ainsi les intermédiaires et améliorant l'efficacité de la personnalisation.
Avec les besoins du client au cœur de nos préoccupations et une technologie d'usinage de précision comme support, notre usine contrôle rigoureusement chaque étape de la production afin de garantir à nos clients des noyaux de rotor de moteur BLDC conformes aux normes de conception et d'une qualité stable, adaptés à divers scénarios d'application industrielle des moteurs BLDC.
https://www.instagram.com/liqincnc/
https://wa.me/8618757148656
https://x.com/LZhou57936
https://www.tiktok.com/@zhouli980206
https://wa.me/8618757148656
https://x.com/LZhou57936
https://www.tiktok.com/@zhouli980206
