

Description du produit
| chose | décrire |
| Conception/Dimensions | D'après les dessins ou échantillons du client |
| Matériel |
Aluminium : 6061, 6063, 6082, 7075, 5052, A380, etc. Acier inoxydable : SS201, SS301, SS303, SS304 (SS304 de qualité alimentaire), SS316, SS316L, SUS430, SS416 Acier : acier à faible teneur en carbone, acier au carbone, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Acier allié (15Cr, 20Cr, 42CrMo), etc. Laiton : HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Cuivre, bronze, cuivre, etc. Titane : TC4 (TiAl6v4, Grade f5) Plastiques : ABS, PC, PE, POM, Delrin, Nylon, PP, PEI, Peek, etc. |
| processus | Usinage CNC, tournage, fraisage, estampage, découpe, etc. |
| Délai de livraison | Les échantillons sont généralement préparés sous 3 à 7 jours ouvrables, et la production en série sera effectuée en fonction de la quantité précise après approbation de l'échantillon. |
| Traitement de surface | Anodisation transparente, anodisation colorée, revêtement chimique, brossage, passivation, polissage, chromage, sablage, gravure laser, zingage, oxydation noire, nickelage, cémentation, traitement thermique, peinture |
| Équipement de test | Machine à mesurer tridimensionnelle (MMT), instrument de mesure 2D, projecteur, altimètre, micromètre, jauge de filetage, testeur de dureté, pied à coulisse, jauge à broches, testeur de brouillard salin, instrument de mesure de concentricité, spectromètre. |
| Système de gestion de la qualité |
ISO 9001:2015 ISO 13485:2016 |
| application | Pièces automobiles, pièces de machines, pièces informatiques, pièces médicales, pièces d'appareils électroménagers, pièces électriques, pièces de produits électroniques, pièces électroniques, pièces de générateurs, pièces d'alternateurs, articles de papeterie, interrupteurs de puissance, micro-interrupteurs, matériel de construction, marchandises et équipements audiovisuels. |
| Format de fichier | Solidworks, Pro/Engineer, CAO, PDF, JPG, DXF, IGS |
| Emballer | Sac intérieur en plastique, carton extérieur standard, ou selon les exigences du client |
| Expédition | Fret maritime, fret aérien, transport express international (DHL, FedEx, TNT, UPS). |
| Servir | L'équipe professionnelle de commerce extérieur offre des services réactifs et dynamiques. Rapport de contrôle dimensionnel / Certificat de matière première / Rapport de traitement de surface / Plan technique Rapport RoHS / Rapport de test au brouillard salin / Rapport de test de dureté |
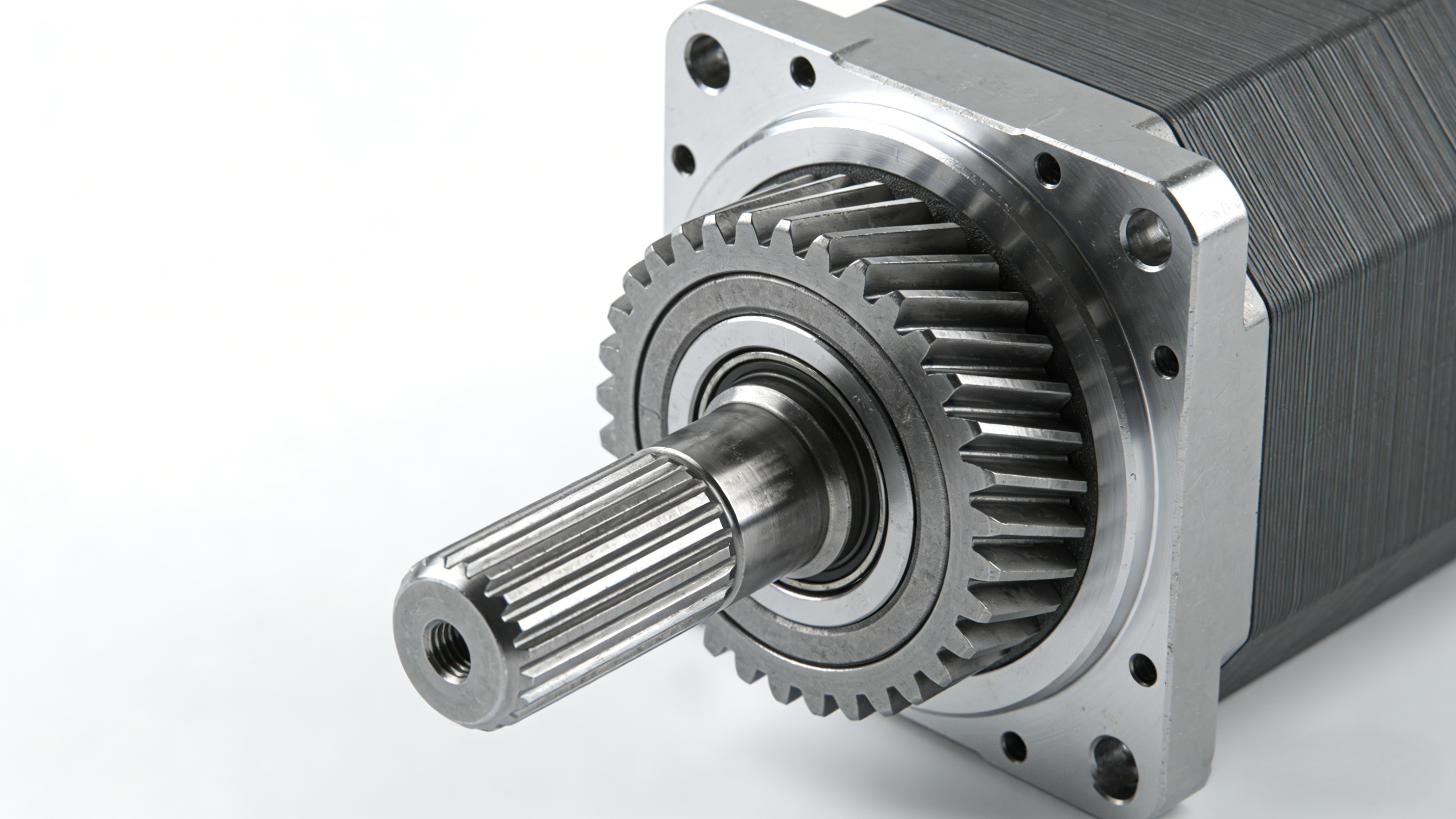
Usinage de l'arbre de sortie pour motoréducteur
Cet arbre de sortie de précision sur mesure pour le réducteur moteur est un composant essentiel, conçu pour la transmission du couple et le positionnement précis de l'extrémité de sortie de puissance du réducteur. Pièce usinée avec précision et non standard, sa précision d'usinage, les performances des matériaux et sa faisabilité structurelle déterminent directement l'efficacité de la transmission, la stabilité de fonctionnement et la durée de vie du réducteur. Il s'agit donc d'un élément clé, alliant robustesse et précision, au sein de l'assemblage du réducteur.
I. Caractéristiques principales du produit et exigences de base
-
Sélection des matériaux L'acier inoxydable 302 est utilisé comme matériau de base. Il offre une excellente résistance à la corrosion, une grande robustesse et une résistance mécanique optimale, répondant ainsi aux exigences des composants de transmission. Conforme aux normes environnementales les plus strictes, il garantit la durabilité du produit dans diverses applications.
-
Indicateurs de performance Le produit doit satisfaire à la norme de dureté Rockwell spécifiée, des essais de dureté étant effectués à des endroits précis de sa structure afin de garantir la résistance des surfaces soumises à des contraintes critiques. Il doit réussir un test de brouillard salin de 96 heures pour vérifier sa résistance à la corrosion, et une certification de conformité des matériaux est requise pour garantir la qualité du produit dès l'étape de la matière première.
-
Exigences de base en matière de processus La surface du produit doit être exempte de rayures, bavures, entailles et autres défauts, et sa rectitude doit répondre à des normes de haute précision. Lors du contrôle sur des supports en V spéciaux, l'écart de rectitude par pouce de longueur est maintenu dans une plage extrêmement réduite afin de garantir la coaxialité et une transmission fluide après assemblage.
-
Caractéristiques structurelles Le corps de l'arbre est conçu avec des cannelures, des rainures et des surfaces planes de précision. Les cannelures, à denture multiple uniformément répartie, constituent l'élément central de la transmission de puissance. Par ailleurs, le corps de l'arbre présente de multiples épaulements et chanfreins de précision, avec des exigences strictes en matière de précision de positionnement et de géométrie entre les différentes structures.
II. Processus d'usinage global
Compte tenu des caractéristiques structurelles et des exigences de précision du produit, une solution d'usinage sur mesure complète, non standard, est mise en œuvre : ébauche, semi-finition, traitement thermique, finition, traitement de surface et contrôle de précision . Les principales étapes sont les suivantes :
-
Prétraitement des matières premières Des barres d'acier inoxydable 302 de qualité sont sélectionnées pour le redressage et le contrôle des défauts afin d'éliminer les imperfections de la matière première. Ces barres sont ensuite découpées et ébauchées, des surépaisseurs étant prévues pour garantir la stabilité des usinages ultérieurs.
-
Semi-finition Le tournage CNC est utilisé pour usiner les structures de base telles que les épaulements d'arbre, les rainures et les cercles extérieurs, formant ainsi initialement chaque surface caractéristique. Le fraisage CNC est employé pour l'ébauche des contours de base des cannelures, les surépaisseurs de rectification de précision étant réservées.
-
Traitement thermique Un traitement thermique sur mesure est réalisé en fonction des exigences de dureté du produit, avec un contrôle précis de la température de chauffage, du temps de maintien et de la vitesse de refroidissement afin de garantir que la dureté des zones spécifiées soit conforme aux normes. Parallèlement, toute déformation ou fissuration du corps de l'arbre est évitée, et un traitement de relaxation des contraintes est effectué après le traitement thermique pour éliminer les contraintes internes.
-
Finition de précision Élément central de l'usinage, les rectifieuses cylindriques CNC assurent la rectification de précision des cercles extérieurs et des épaulements, garantissant ainsi la précision dimensionnelle et la rectitude. La rectification de précision des cannelures est réalisée par des rectifieuses de cannelures afin de garantir la précision du profil, de l'orientation et de l'uniformité des dents. L'usinage de précision est appliqué aux chanfreins, aux plans et autres structures pour assurer la précision de positionnement de chaque élément.
-
Traitement de surface et ébavurage Des procédés spéciaux sont utilisés pour l'ébavurage et l'arrondi de la surface du produit afin d'éliminer les microbavures générées lors de l'usinage et d'assurer un bon état de surface. Un traitement d'optimisation de surface est réalisé conformément aux exigences de résistance à la corrosion afin d'améliorer le taux de réussite au test au brouillard salin.
-
Inspection et certification du processus complet Un contrôle à 100 % est mis en œuvre, des matières premières aux produits finis, incluant la certification de conformité des matériaux, les tests de dureté, les tests de précision dimensionnelle et géométrique, les tests au brouillard salin, les tests de rectitude, etc. Toutes les données de test sont conservées afin de fournir aux clients des documents de certification de conformité complets.
III. Défis liés à l'usinage de base
En tant qu'arbre de sortie de précision essentiel de la boîte de vitesses, il présente une complexité structurelle et des exigences de précision élevées, avec plusieurs défis majeurs dans le processus d'usinage, principalement axés sur les aspects suivants :
-
Difficultés à contrôler les tolérances géométriques de haute précision Le corps de l'arbre doit répondre à des exigences extrêmement élevées en matière de rectitude et de coaxialité. Le long processus d'usinage, le traitement thermique et les multiples serrages sont susceptibles d'engendrer des micro-déformations du corps de l'arbre. Un contrôle inadéquat de ces déformations affectera directement la précision d'assemblage et les performances de transmission.
-
Difficultés liées à l'usinage de précision des cannelures Les cannelures constituent l'élément central de la transmission de puissance et imposent des exigences strictes en matière de précision du profil des dents, d'orientation des dents, d'uniformité du pas et de mesure de l'entraxe. La conception uniforme à plusieurs dents exige une grande précision de positionnement et d'usinage. Par ailleurs, des rayures sur la surface des dents et des écarts dimensionnels sont susceptibles d'apparaître lors de l'usinage.
-
Difficulté à trouver un équilibre entre dureté et déformation Les zones spécifiées du produit doivent répondre à des exigences de dureté précises. En raison des caractéristiques du matériau (acier inoxydable 302), une déformation thermique du corps de l'arbre est susceptible de se produire lors du traitement thermique. Le principal défi consiste à maîtriser cette déformation dans les limites de la tolérance de finition tout en garantissant la conformité de la dureté à la norme.
-
Difficultés liées au contrôle de la qualité de surface et des défauts Le produit exige une surface exempte d'entailles, de bavures et de rayures. Or, la structure de l'arbre présente des détails complexes tels que des rainures, des cannelures et de petits chanfreins où les bavures se forment facilement et où les microbavures sont difficiles à éliminer. De plus, l'usure des outils et des paramètres de coupe inadaptés lors de la finition sont susceptibles de provoquer des rayures superficielles, affectant ainsi la qualité du produit.
-
Difficultés de serrage et de positionnement pour l'usinage multiprocessus Le produit subit plusieurs opérations d'usinage telles que le tournage, le fraisage, la rectification et le traitement thermique. Les multiples serrages sont sujets à des erreurs de positionnement, et l'accumulation de ces erreurs affecte la précision du produit final. Garantir la constance et la précision du positionnement lors de chaque opération est essentiel pour maîtriser la précision globale.
IV. Solutions pour surmonter les défis
Pour répondre aux défis d'usinage mentionnés ci-dessus, en nous appuyant sur notre expérience technique et les avantages de nos équipements d'usinage de précision non standard sur mesure, nous avons élaboré des solutions ciblées afin de garantir la précision d'usinage et la qualité des produits sous de multiples angles : équipements, processus, contrôle et personnel.
- Solution de contrôle de tolérance géométrique de haute précision
- Adopter le concept de processus d'usinage multi-étapes avec bridage unique afin de réduire le nombre de bridages et les erreurs de positionnement. En phase de finition, utiliser des rectifieuses CNC de haute précision associées à des redresseuses CNC. Le corps de l'arbre est redressé avec précision après traitement thermique avant finition afin d'éliminer toute déformation thermique.
- Lors du contrôle, utilisez des outils de test de haute précision, tels que des blocs en V spéciaux, des comparateurs à cadran et des jauges de diamètre laser, pour un contrôle dimensionnel à 100 % de la rectitude et de la coaxialité. Ajustez rapidement les paramètres d'usinage dès que des écarts sont constatés afin de garantir la conformité aux normes de précision géométrique.
- Solution d'usinage de cannelures de précision
- Nous sélectionnons des rectifieuses de cannelures de haute précision importées et des outils d'usinage spéciaux pour cannelures. Ces outils sont régulièrement inspectés et remplacés afin de garantir la précision d'usinage du profil des dents. Nous calibrons précisément l'équipement avant l'usinage et optimisons le programme d'usinage CNC pour assurer l'uniformité du pas des cannelures.
- Après l'usinage des cannelures, un contrôle à 100 % est effectué à l'aide de calibres spécifiques et d'instruments de mesure de profil de dent afin de détecter avec précision la rugosité de surface et les écarts de profil des dents. Les pièces non conformes sont immédiatement retravaillées pour garantir la précision et la régularité de la transmission par cannelures.
- Solution d'équilibrage de la dureté et de la déformation
- Procédé de traitement thermique sur mesure : Compte tenu des caractéristiques de l’acier inoxydable 302, un traitement thermique par paliers de chauffage et de refroidissement isotherme est appliqué. Le corps de l’arbre est fixé à l’aide d’outillages afin de limiter les déformations pendant le traitement. Un revenu de détente à basse température est ensuite effectué pour éliminer les contraintes internes et stabiliser les dimensions du produit.
- Prévoir des tolérances de finition raisonnables : en se basant sur la loi de déformation du traitement thermique, prévoir des tolérances de rectification ciblées lors des phases d’ébauche et de semi-finition afin de garantir l’élimination complète des déformations après la finition et la précision des positions de test de dureté.
- Solution de contrôle de la qualité de surface et des défauts
- Adoptez une méthode combinant ébavurage mécanique et rectification manuelle . Pour les structures complexes telles que les rainures et les cannelures, utilisez des outils d'ébavurage spécifiques (limes rotatives, ébavurage ultrasonique, etc.), suivis d'une rectification manuelle effectuée par des techniciens expérimentés afin d'éliminer toute bavure résiduelle.
- Optimisez les paramètres de coupe en finition et utilisez un fluide de coupe de haute qualité pour réduire l'usure des outils et la chaleur de coupe, et ainsi éviter les rayures. Veillez à maintenir un environnement d'usinage exempt de poussière afin d'empêcher les copeaux et les impuretés de rayer la surface du produit. Enfin, utilisez un emballage antistatique et antichoc pour les produits usinés afin d'éviter tout dommage de surface pendant le transport.
- Solution de serrage et de positionnement multi-processus
- Conception d'outillage et de dispositifs spéciaux : Personnalisation d'un dispositif de positionnement unifié pour le produit, utilisé pour le serrage dans tous les processus afin d'assurer la cohérence de la donnée de serrage et de réduire l'accumulation d'erreurs de positionnement.
- Mettre en place un mécanisme de contrôle de précision inter-processus : inspecter les références de positionnement et les dimensions clés après chaque processus afin de garantir la conformité du processus précédent aux normes de précision avant de passer au suivant, évitant ainsi la transmission d’erreurs. Calibrer et entretenir régulièrement l’outillage et les dispositifs de fixation pour assurer leur précision.
V. Assurance qualité et service à la clientèle
-
Assurance des matières premières Tous les matériaux de base sont en acier inoxydable 302, fournis par des circuits officiels, avec des certificats de matériaux complets et des certifications de conformité fournis pour garantir la qualité du produit à la source et répondre aux exigences de certification des matériaux des clients.
-
Inspection complète du processus Mise en place d'un système d'inspection à quatre niveaux : inspection du premier article, inspection en cours de production, inspection du dernier article et inspection à 100 % du produit fini . Toutes les données de test sont enregistrées et conservées en temps réel, et des rapports d'inspection complets ainsi que des certificats de conformité sont fournis aux clients.
-
Services personnalisés En tant qu'usine d'usinage de précision non standard sur mesure, nous pouvons optimiser les processus de production en fonction des conditions de travail et des exigences d'assemblage de nos clients, et fournir un retour d'information en temps réel sur l'avancement de l'usinage afin de répondre à leurs besoins de personnalisation et de livraison.
-
Assistance après-vente Un support technique complet est assuré après la livraison du produit. En cas de problème d'assemblage ou de précision, nous intervenons immédiatement et proposons des solutions pour garantir la continuité de la production et de l'assemblage chez nos clients.
L'usinage de cet arbre de sortie répond parfaitement aux trois exigences fondamentales de l'usinage mécanique de précision : matériau, procédé et contrôle . Grâce à notre expertise éprouvée en usinage de précision sur mesure, à nos équipements de haute précision et à notre système de contrôle qualité rigoureux, nous sommes en mesure de satisfaire pleinement aux exigences techniques de ce produit et de fournir à nos clients des arbres de sortie sur mesure d'une fiabilité et d'une précision exceptionnelles.
Tél. : +86 187 5714 8656
Courriel : zhouli@chinaliqin.com
WhatsApp : +86 187 5714 8656
Site web : https://www.cncliq.com/
