Description du produit
| chose | décrire |
| Conception/Dimensions | D'après les dessins ou échantillons du client |
| Matériel |
Aluminium : 6061, 6063, 6082, 7075, 5052, A380, etc. Acier inoxydable : SS201, SS301, SS303, SS304 (SS304 de qualité alimentaire), SS316, SS316L, SUS430, SS416 Acier : acier à faible teneur en carbone, acier au carbone, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Acier allié (15Cr, 20Cr, 42CrMo), etc. Laiton : HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Cuivre, bronze, cuivre, etc. Titane : TC4 (TiAl6v4, Grade f5) Plastiques : ABS, PC, PE, POM, Delrin, Nylon, PP, PEI, Peek, etc. |
| processus | Usinage CNC, tournage, fraisage, estampage, découpe, etc. |
| Délai de livraison | Les échantillons sont généralement préparés sous 3 à 7 jours ouvrables, et la production en série sera effectuée en fonction de la quantité précise après approbation de l'échantillon. |
| Traitement de surface | Anodisation transparente, anodisation colorée, revêtement chimique, brossage, passivation, polissage, chromage, sablage, gravure laser, zingage, oxydation noire, nickelage, cémentation, traitement thermique, peinture |
| Équipement de test | Machine à mesurer tridimensionnelle (MMT), instrument de mesure 2D, projecteur, altimètre, micromètre, jauge de filetage, testeur de dureté, pied à coulisse, jauge à broches, testeur de brouillard salin, instrument de mesure de concentricité, spectromètre. |
| Système de gestion de la qualité |
ISO 9001:2015 ISO 13485:2016 |
| application | Pièces automobiles, pièces de machines, pièces informatiques, pièces médicales, pièces d'appareils électroménagers, pièces électriques, pièces de produits électroniques, pièces électroniques, pièces de générateurs, pièces d'alternateurs, articles de papeterie, interrupteurs de puissance, micro-interrupteurs, matériel de construction, marchandises et équipements audiovisuels. |
| Format de fichier | Solidworks, Pro/Engineer, CAO, PDF, JPG, DXF, IGS |
| Emballer | Sac intérieur en plastique, carton extérieur standard, ou selon les exigences du client |
| Expédition | Fret maritime, fret aérien, transport express international (DHL, FedEx, TNT, UPS). |
| Servir | L'équipe professionnelle de commerce extérieur offre des services réactifs et dynamiques. Rapport de contrôle dimensionnel / Certificat de matière première / Rapport de traitement de surface / Plan technique Rapport RoHS / Rapport de test au brouillard salin / Rapport de test de dureté |
Présentation des produits de fonderie de précision non standard et de pièces usinées avec finition
1. Présentation du produit
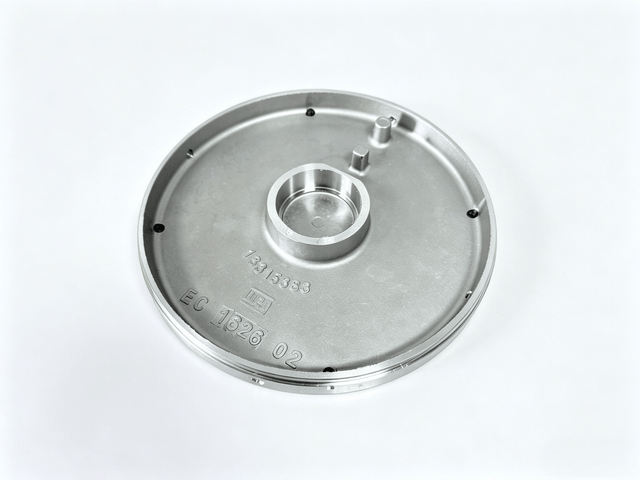
Ce produit est un composant sur mesure alliant fonderie de précision en acier inoxydable et usinage de finition non standard . Fabriqué en acier inoxydable de la série 300, l'ébauche est formée par fonderie de précision, puis usinée avec une précision mécanique complète. Il sert de pièce structurelle de précision pour la protection d'extrémité du noyau d'un équipement industriel.
La structure du produit comprend des surfaces inclinées multi-angles, des logements d'assemblage étagés, des surfaces d'étanchéité, des trous taraudés de montage, des rainures de positionnement et des reliefs pour logo. Il s'agit d'un composant essentiel pour le support de charge, l'étanchéité et le positionnement lors de l'assemblage complet d'équipements. Conçu à l'échelle 1:5, toutes ses dimensions sont millimétriques. Son poids net est identique à son poids brut. Grâce à sa conception compacte et sa forme complexe, il est parfaitement adapté aux équipements industriels haut de gamme.
Ce produit est défini par de multiples dimensions critiques pour la qualité (CTQ) , exigeant des normes extrêmement élevées en matière de précision d'ajustement, de tolérance géométrique et de finition de surface. La pièce finie est exempte de bavures et présente un traitement de surface poli. Les logos, les références et les numéros de cavité sont réalisés par gaufrage en haut-relief, répondant ainsi aux normes de qualité internationales des accessoires industriels haut de gamme.
2. Processus de production et d'usinage
2.1 Procédé d'ébauche : Moulage de précision
L'ébauche est réalisée en une seule pièce grâce à une technologie de fonderie de précision en acier inoxydable . Le contour principal, la cavité de base et le profil incliné sont préfabriqués avec une surépaisseur d'usinage adéquate. Lors de la fonderie, la température de coulée, la précision de la cavité du moule et le taux de retrait sont rigoureusement contrôlés afin d'éviter les défauts tels que la porosité, les retassures, les déformations et les fissures. Ceci garantit une ébauche de référence constante, une surépaisseur uniforme et appropriée pour l'usinage de finition ultérieur, et réduit le volume d'usinage et le risque de déformation.
2.2 Flux d'usinage de finition complète
- Prétraitement de l'ébauche : L'ébauche de fonderie est nettoyée du sable et des canaux de coulée, puis traitée par vieillissement de relaxation des contraintes afin de libérer les contraintes internes de la pièce moulée et d'éviter toute déformation lors de l'usinage de finition et de l'application.
- Nivellement de référence : Les portiques et centres d'usinage CNC fraisent avec précision les plans de référence et les données de positionnement afin d'établir des repères de traitement unifiés pour toutes les procédures de travail.
- Fraisage d'ébauche et de finition : Traitement des contours complexes, des plans inclinés à angles multiples, des surfaces étagées, des transitions d'arc et des rainures à section transversale spéciale par fraisage d'ébauche et fraisage de finition séparés.
- Usinage de trous de précision : Trous de référence d’assemblage complets, trous de fond taraudés et taraudage pour assurer la coaxialité, la précision de position et la compatibilité d’assemblage.
- Alésage et tournage de précision pour les surfaces d'ajustement clés : Effectuez un alésage et un tournage de précision sur les surfaces d'assemblage principales afin de contrôler strictement la précision géométrique et le jeu d'ajustement.
- Relief et détails : Utilisez une gravure de précision pour réaliser le relief des logos, des numéros de pièces et des numéros de cavités.
- Ébavurage et finition : Chanfreiner et ébavurer tous les bords pour éviter les bavures et les angles vifs.
- Polissage de surface : La finition polie intégrale répond aux exigences en matière de protection anticorrosion, d'esthétique et d'assemblage.
- Contrôle qualité complet : Les dimensions, les tolérances géométriques, l’aspect de surface et les performances d’assemblage des CTQ sont minutieusement contrôlés. Toutes les dimensions critiques sont vérifiées au centre de la plage de tolérance avant livraison.
3. Difficultés d'usinage du noyau
-
Qualité instable des ébauches de fonderie Le moulage de l'acier inoxydable présente des caractéristiques particulières de fluidité et de retrait, provoquant facilement des déformations de l'ébauche, de la porosité, des trous de sable et des surépaisseurs irrégulières, ce qui affecte directement le taux de référence et de qualification de l'usinage de finition.
-
Haute difficulté dans l'usinage de structures complexes de formes spéciales Ce produit est doté de surfaces inclinées à sections multiples, de transitions en arc, de cavités étagées et de rainures de forme spéciale. Sa structure irrégulière ne peut être obtenue par un simple serrage sur un équipement ordinaire, ce qui entraîne facilement des marques d'outils et des écarts de contour.
-
Exigence de haute précision pour les positions d'ajustement critiques Plusieurs points d'assemblage critiques sont définis comme des points de contrôle qualité essentiels, avec des normes strictes de circularité, de coaxialité, de planéité et de parallélisme. Les contraintes de coupe et de serrage lors de l'usinage peuvent facilement engendrer des microdéformations.
-
Il est difficile de garantir la précision de positionnement des trous taraudés. Les trous de fixation répartis nécessitent une division, une verticalité et un positionnement précis et réguliers. Un léger écart peut entraîner un défaut d'alignement de l'ensemble de l'équipement lors de l'assemblage.
-
Un équilibre difficile entre la technologie du relief et celle de la surface Les reliefs doivent présenter un contour net et une hauteur uniforme, et leur surface finie doit répondre aux normes de polissage. Un polissage excessif peut facilement engendrer des bavures ou endommager le contour du relief.
-
Performances d'usinage difficiles à contrôler des matières premières L'acier inoxydable de la série 300 se caractérise par une grande ténacité, une bonne adhérence des outils et un durcissement important par coupe. Il entraîne cependant une usure importante des outils, des marques de vibration et une rugosité de surface non conforme aux normes lors de l'usinage.
4. Solutions aux difficultés et assurance des processus de fabrication
-
Solution de contrôle des flans de fonderie Conception de moules de fonderie sur mesure et optimisation des processus de coulée et de refroidissement. Détection des défauts de fonderie et contrôle complet de l'aspect des ébauches. Redressage des ébauches déformées et correction préalable des surépaisseurs. Traitement de vieillissement de relaxation des contraintes pour éliminer complètement les contraintes internes de la pièce et éviter toute déformation lors de l'usinage ultérieur.
-
Optimisation des technologies de montage et d'usinage Des dispositifs de précision intégrés sur mesure permettent un usinage multi-surfaces et multi-angles en une seule opération de serrage, réduisant ainsi les écarts par rapport aux paramètres de référence dus aux serrages répétés. L'utilisation de centres d'usinage 4 ou 5 axes pour l'usinage par liaison de surfaces inclinées de formes spéciales et de structures en arc permet d'éviter les erreurs de jonction d'outils et de garantir la régularité du contour.
-
Contrôle dimensionnel de précision L'usinage de finition utilise une coupe par couches à faible vitesse et à faible avance afin de réduire la chaleur et les contraintes de coupe. Les positions clés sont usinées selon le processus suivant : ébauche → détente → finition. Toutes les dimensions CTQ sont rigoureusement contrôlées conformément aux normes du centre de tolérancement, avec un contrôle complet effectué à l'aide d'une machine à mesurer tridimensionnelle (MMT), de comparateurs à cadran et de calibres de diamètre intérieur.
-
Contrôle précis de l'usinage des trous Appliquer une programmation CNC à point fixe et un positionnement de montage dédié. Suivre le processus de perçage → alésage → taraudage de précision avec un positionnement de référence unifié, garantissant un excellent degré de positionnement, une verticalité et une interchangeabilité optimales de tous les trous taraudés.
-
Traitement coordonné du relief et du polissage Utilisez des outils de gravure spéciaux à profondeur de coupe contrôlée pour obtenir des contours nets et sans ébréchure. Adoptez un polissage segmenté combinant manuel et mécanique, en évitant les zones de contour du relief afin de préserver sa forme tout en assurant une surface parfaitement lisse.
-
Adaptation du processus de découpe de l'acier inoxydable Choisissez des outils spéciaux en carbure pour l'acier inoxydable, associés à un fluide de coupe et un système de refroidissement professionnels afin de limiter l'écrouissage et l'adhérence de l'outil. Optimisez les paramètres de coupe pour réduire les vibrations et garantir durablement l'état de surface et la stabilité dimensionnelle.
5. Avantages du service personnalisé
Nous nous spécialisons dans la personnalisation complète de pièces moulées de précision en acier inoxydable et l'usinage de finition non standard . Nous proposons des services sur mesure tels que l'usinage de finition d'ébauches de fonderie complexes aux formes spéciales, la personnalisation de plans et la reproduction d'échantillons. L'ensemble du processus est réalisé en interne, depuis le développement du moule jusqu'à la livraison, en passant par le moulage des ébauches, l'usinage, le fraisage et l'alésage de précision, le perçage, la gravure en relief et le polissage de surface.
Nous fabriquons sur mesure des pièces structurelles de précision essentielles pour les équipements industriels, les machines de transmission et les équipements hydrauliques. Nous prenons en charge la production en petites séries, qu'il s'agisse de prototypes ou de production en grande série. Nous assurons un contrôle rigoureux des caractéristiques de qualité critiques (CTQ) avec une traçabilité complète des plans, des enregistrements de modifications et des rapports d'inspection qualité. Nous répondons pleinement aux exigences d'approvisionnement de haute précision et de haut niveau des stations-service indépendantes à l'étranger pour les accessoires non standard.

Tél. : +86 187 5714 8656
Courriel : zhouli@chinaliqin.com
WhatsApp : +86 187 5714 8656
Site web : https://www.cncliq.com/