Допуски при обработке на станках с ЧПУ: скрытые затраты и реальность процесса за ±0,01 мм против ±0,05 мм
Автор
Anonymous
Опубликовано
Jul 14 2026
Процессы прецизионной обработки
Подписывайтесь на нас
При прецизионной обработке на станках с ЧПУ установка допуска – это не просто правильная механическая посадка; это важнейший бизнес-выбор, который напрямую влияет на сроки проведения исследований и разработок и бюджет закупок. В тот момент, когда вы уменьшите допуск чертежа со стандартного ±0,05 мм до сверхточного ±0,01 мм, вы вызовете огромный скачок затрат в цехах, поскольку каждый микрон, который вы сбриваете, влияет на весь производственный процесс.
Чтобы достичь этой отметки, вам придется перейти на высокопроизводительные многоосные обрабатывающие центры, перейти на специальные приспособления высокой жесткости со сверхнизким тепловым расширением и даже проводить проверки в помещениях с климат-контролем, чтобы предотвратить температурный дрейф. Опираясь на многолетний опыт производства в компании Ningbo Liqin Industrial & Trading Co., Ltd., в этом руководстве объясняется, как столь незначительное увеличение точности приводит к полной перестройке процесса и почему этот, казалось бы, незначительный $0,04\text{ мм}$ разница вызывает взрывной, нелинейный рост затрат.
Таблица: Обработка с ЧПУ Допуск, сложность и коэффициент стоимости
Вертикальные обрабатывающие центры среднего и высокого класса< !----> < !---->
1,5x–2,0x
< !---->
<тр>
Сверхточность
±0,005 мм – ±0,01 мм< !----> < !---->
Импортированный 5-осевой токарно-фрезерный станок с ЧПУ; цех с климат-контролем< !----> < !---->
3,5x–5,5x
Почему стоит выбрать наше руководство? Реальный опыт работы в цехах Liqin Industrial & Trading
Отраслевые данные и производственная логика, раскрытые в этом руководстве, получены на основе реальных данных, накопленных в ходе проверок конструкции и процессов сборки в мастерских в Liqin Industrial & Trading Co., ООО< !---->. Являясь интегрированным производственно-торговым высокотехнологичным предприятием, глубоко обслуживающим глобальную промышленную автоматизацию, Precision Automotive Components, Прецизионные компоненты пищевого назначения и прецизионные компоненты медицинского оборудования, мы помогаем глобальным группам исследований и разработок проектировать с учетом технологичности (DFM) проверяет каждый день.
Мы твердо убеждены, что отличный дизайн не гонится за "чрезвычайной точностью" ради самой точности, а скорее стремится к "идеальному балансу функциональной реализации и экономическая эффективность." Мы всегда сканируем каждый допуск, отмечая момент, когда новый файл 3D CAD попадает на наш стол. Это стандартный рабочий процесс нашей инженерной команды Liqin. Далее я познакомлю вас со всеми основными деталями прецизионной обработки — простыми рабочими разговорами, без непонятного жаргона, со всей серьезной технической логикой.
Физическая природа толерантности и неопределенности в механическом производстве
Нулевая геометрическая ошибка невозможна в реальном производстве. Независимо от того, насколько высока повторяемость станка, на конечные размеры детали при реальной обработке неизбежно влияют следующие физические факторы::
<ли>
Тепловая нагрузка и окружающая среда Колебания: в зоне резания во время резки мгновенно создается температура в несколько сотен градусов Цельсия из-за интенсивного трения, вызывающего микрорасширение как инструмента, так и заготовки< !---->. Даже незначительное колебание температуры в цехе на 2°C может вызвать изменения размеров металлического сырья на микронном уровне (тепловое расширение и сжатие)< !---->.
<ли>
Встроенное биение машины Проблемы: Даже мощные высокоскоростные шпиндели, вращающиеся со скоростью десятков тысяч об/мин, по-прежнему несут небольшое радиальное колебание. Добавьте люфт шарикового винта и незначительное проскальзывание направляющей, и отклонения в размерах неизбежны.
<ли>
Истирание кромки инструмента неизбежно: Обработка твердых заготовок, таких как нержавеющая сталь 304, 316 или титановый сплав, в течение нескольких часов подряд приводит к постоянному износу режущих кромок. Изношенная фреза удаляет меньше материала, чем запрограммировано, что приводит к превышению размеров детали за верхними пределами допуска.
Следовательно, допуски не являются препятствиями для производства. Вместо этого они представляют собой запас прочности, определенный для производственных отклонений, чтобы гарантировать, что «детали могут быть собраны, подогнаны друг к другу, не пропускают жидкость и не вибрируют».< !---->
Четыре основных технологических фактора, определяющих затраты при сверхточной обработке
Уменьшение допусков деталей со стандартного ±0,05 мм до сверхточного ±0,01 мм — это немалая хитрость. Это заставляет всю нашу производственную систему модернизироваться по всем направлениям. Результат? Резкий и нелинейный рост затрат, который большинство клиентов недооценивают.
1. Полная модернизация оборудования и условий окружающей среды
Для работ с допуском ±0,05 мм обычное оборудование работает отлично. Ухоженный 3- или 4-осевой фрезерный станок с ЧПУ или стандартный высокоскоростной токарный станок с ЧПУ могут обеспечить стабильное серийное производство в обычных цехах без контроля температуры. Мы получаем высокую урожайность, низкий износ оборудования и высокую ежедневную производительность без дополнительных накладных расходов.
Но точность ±0,01 мм меняет все. Стандартное биение ШВП и механический люфт мгновенно становятся фатальными дефектами. Мы больше не можем вообще полагаться на обычные станки. Чтобы поддерживать стабильно высокую точность, нам необходимо развернуть высокопроизводительные 5-осевые обрабатывающие центры, прецизионные фрезерно-токарные центры и профессиональные сверхточные бесцентровые шлифовальные станки. Все устройства оснащены линейными решетчатыми системами с замкнутым контуром и модулями охлаждения с постоянной температурой гидравлического шпинделя для устранения механических ошибок.
Помимо модернизации оборудования, эти точные машины не могут работать в обычных мастерских. Для них требуются выделенные производственные зоны со строго постоянной температурой, фиксированной влажностью и профессиональной виброизоляцией. Все эти обновления оборудования и среды требуют огромных инвестиций с фиксированными затратами.
2. Строгий контроль инструментов и частая превентивная замена
При резке необработанных металлов высокой твердости кромки инструмента постоянно сбрасывают следы атомов, что приводит к смещению размеров в сторону "недорезки". При допуске ±0,05 мм нормальный износ инструмента может контролироваться операторами, вручную выполняющими микрорегулировку каждые несколько часов.
Однако при обработке ±0,01 мм даже износ инструмента на 10 микрон напрямую приводит к выходу деталей за пределы допуска. Чтобы поддерживать высокую производительность, система обработки должна использовать высокие параметры резания, использовать внутристаночные лазерные наладочные устройства и реализовывать высокочастотную «стратегию превентивной замены инструмента». Это сокращает срок службы инструмента более чем на 60 %, что приводит к стремительному росту затрат на использование инструмента..
3. Системы позиционирования DFM и физическая деформация зажима
Все металлические детали подвергаются упругой деформации под давлением зажима. После разжима упругий отскок изменяет размеры детали. Эта крошечная деформация незначительна для допусков ±0,05 мм, но фатальна для сверхточных стандартов ±0,01 мм.
Чтобы избежать дефектов партии, наши инженеры изготавливают специальные гидравлические гибкие приспособления для прецизионных деталей, а также добавляют профессиональные процессы снятия напряжений и точной настройки. Разработка индивидуальных приспособлений и повторная калибровка значительно повышают затраты на установку отдельных деталей.
4. Расширенные процессы проверки и стабилизации температуры
Сверхточные детали трудно измерить точно. Обычные штангенциркули и микрометры легко подвержены влиянию ручного управления и температуры, из-за чего точность измерения не превышает ±0,01 мм.
Для полноразмерного контроля мы применяем профессиональную КИМ с инфракрасными датчиками. Более того, свежеобработанные детали сохраняют тепло обработки и не могут быть измерены напрямую. Перед официальными испытаниями все детали должны находиться в статическом помещении в течение 24 часов в помещении для контроля с постоянной температурой для изотермической стабилизации.
Такой длительный цикл проверки и строгие стандарты тестирования резко увеличивают время контроля качества и трудозатраты.
Классический пример оптимизации DFM Liqin Industrial & Trading: научное снижение затрат на 42 %
<ли>
История клиента: A Долгосрочная глобальная европейская транснациональная корпорация по производству упаковочного оборудования прислала нам чертеж кронштейна трансмиссии из нержавеющей стали 316 с первоначальным заказом на 800 штук< !---->. Поскольку инженеры по исследованиям и разработкам клиента стремились к безупречной посадке сборки, весь внешний профиль, толщина кромок, глубокие прорези и монтажные отверстия сборки были одинаково маркированы с чрезвычайно высокой точностью ± 0,01 мм< !---->.
<ли>
Анализ и препятствия:Как только мы получили 3D- и 2D-чертежи клиента, наши Команда инженеров Liqin DFM немедленно завершила технико-экономическое обоснование процесса. Нержавеющую сталь 316, как известно, трудно обрабатывать. Он отличается высоким внутренним напряжением и сильной склонностью к термической деформации.
Если бы мы следовали исходному требованию допуска для всей детали ±0,01 мм, нам пришлось бы производить почти каждую поверхность путем медленного шлифования и низкоскоростной электроэрозионной обработки. Уровень брака вырастет, а себестоимость единицы продукции станет коммерчески невыгодной.
<ли>
Индивидуальное решение:Мы представили целевое предложение по локальной функциональной допуска во время нашей технической онлайн-совещания с клиентом:
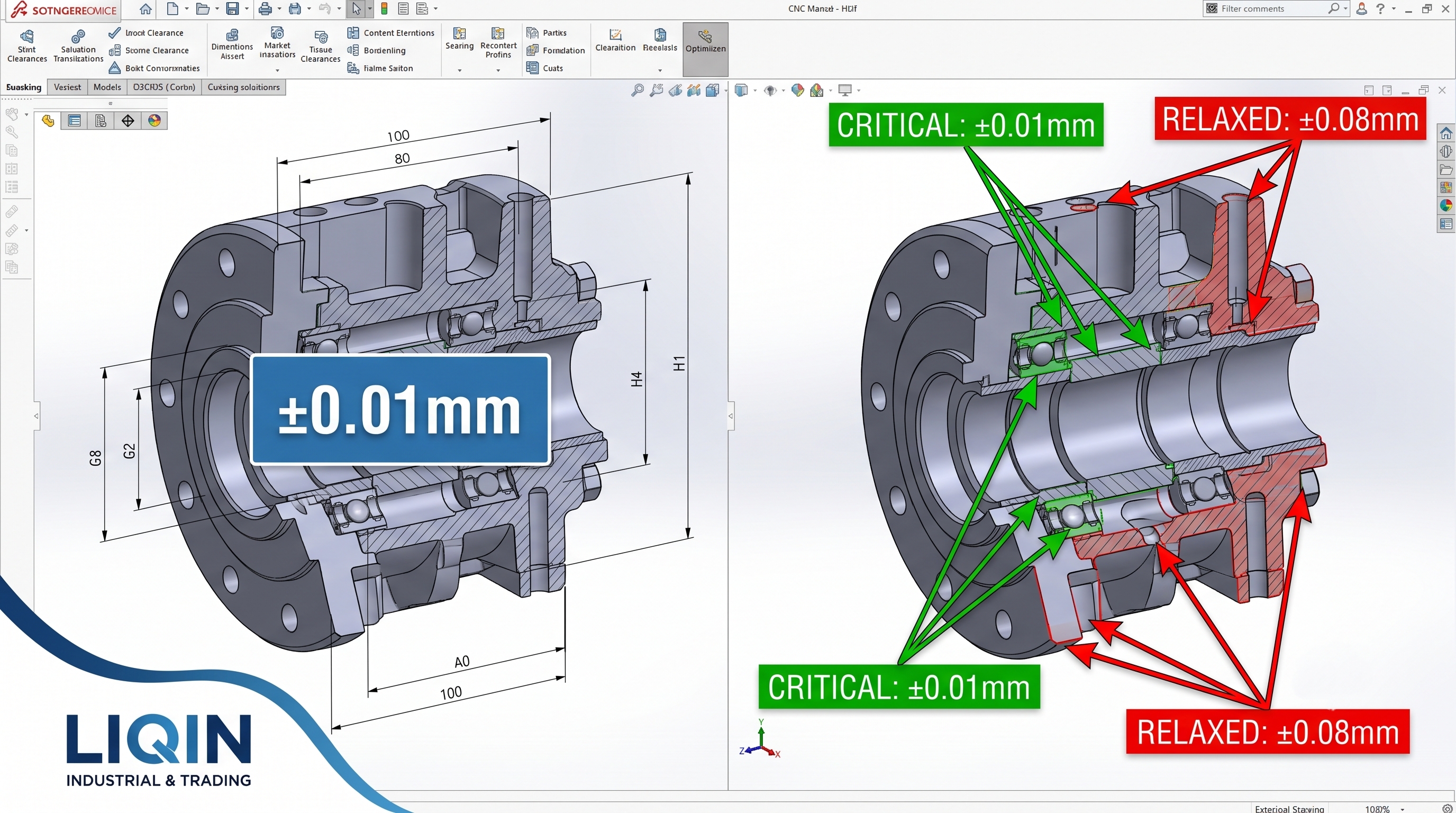
Мы зарезервировали строгий допуск на натяг ±0,01 мм только для центрального отверстия сердечника подшипника, который подходит для импортных прецизионных подшипников качения. Это критическое отверстие обрабатывается посредством сверхточного растачивания и тонкой шлифовки, что гарантирует точность сборки и стабильность вращения.
Все некритичные элементы — внешние профили, контактные поверхности, боковые зазоры и отверстия для болтов — были разумно ослаблены до ±0,08 мм.
<ли>
Преимущества проекта:Клиент полностью одобрил наш план оптимизации DFM. Первоначальный громоздкий процесс — многократное снятие напряжений + полномасштабное медленное шлифование — был заменен эффективным фрезерованием с ЧПУ плюс локализованной прецизионной чистовой отделкой.
Это обновление принесло ощутимые результаты: стоимость одной детали снизилась на 42%, время выполнения заказа сократилось с 15 до 10 дней, при этом механические характеристики и точность сборки остались полностью неизменными. Этот проект также укрепил наше долгосрочное техническое сотрудничество с клиентом.
Вопрос 1. Почему физические и химические свойства материала напрямую влияют на затраты на обработку с жесткими допусками?
О:Все сводится к реальной обрабатываемости и термической стабильности. Прочные, липкие сплавы, такие как нержавеющая сталь 316 и титан, выделяют огромное количество тепла при резке во время обработки. Они быстро затвердевают и легко создают термическое напряжение. Это значительно ускоряет износ инструмента, вынуждая нас применять строгий и дорогостоящий контроль процесса только для обеспечения точности ±0,01 мм.
Напротив, латунь и алюминий 6061 режут плавно и с низким сопротивлением резанию. Соблюдение тех же сверхжестких допусков обходится гораздо дешевле. Для экономичного точного проектирования всегда отдавайте предпочтение стабильным и простым в обработке сплавам.
Вопрос 2. Как гарантировать высокоточную вращательную посадку без чрезмерных затрат?
A:Придерживайтесь стандартных систем посадки на основе отверстия или вала. Вам не нужны сверхжесткие допуски на обеих сопрягаемых деталях.
Мы предлагаем использовать имеющиеся в наличии высокоточные стандартные подшипники и установочные штифты. Их точность заводской калибровки может постоянно достигать 0/-0,005 мм. Затем мы увеличиваем допуск специально обработанного отверстия в разумном диапазоне, например, от +0,02 мм до +0,05 мм. Это обеспечивает идеальное выравнивание вращения и при этом значительно снижает сложность и стоимость индивидуальной обработки.
Вопрос 3. Как Liqin обрабатывает размеры без допусков, отмеченных на чертежах?
О:Неразмерные допуски соответствуют единым международным стандартам. В Liqin мы строго применяем средний класс допуска ISO 2768-m. Большинство немаркированных размеров находятся в пределах отклонения от ±0,1 мм до ±0,2 мм.
Если вам требуется более строгая консистенция для нефункциональных поверхностей (например, однородный внешний вид или плоскостность сборки), четко укажите свой стандарт допуска без размеров в технических примечаниях к 2D-чертежам.
Вопрос 4. Какие физические конфликты возникают между высокоточными допусками и последующей обработкой поверхности (например, анодированием, химической пассивацией или тефлоновым покрытием)?
О:Это очень распространенная ошибка проектирования. Любое поверхностное покрытие изменяет размеры детали.
Анодирование алюминия увеличивает толщину на 5–15 мкм с каждой стороны. Пассивация, химическое покрытие и тефлоновое покрытие также создают измеримые изменения размеров. Если перед обработкой вы обработаете детали с точностью до ±0,01 мм, окончательный размер после нанесения покрытия обязательно выйдет за пределы допуска.
Чтобы избежать этой проблемы, проектировщики должны уточнить, измеряются ли значения размеров до или после обработки поверхности. Наша команда DFM предварительно рассчитает и зарезервирует точные компенсации для последующей обработки.
Вопрос 5: Как максимизировать экономию средств с помощью технической поддержки Liqin, не жертвуя при этом производительностью деталей?
О: Тсамым эффективным решением является раннее вовлечение поставщиков (ESI).
Поделитесь с нами своими 3D-файлами STEP/STP на этапе разработки концепции или прототипа — перед завершением создания 2D-чертежей. Наши инженеры DFM проведут полный анализ технологичности, охватывающий выбор материалов, необоснованно жесткие допуски, слепые зоны обработки и оптимизацию конструкции. Мы предоставляем практические и функциональные рекомендации по настройке, которые помогут снизить производственные затраты и сократить время выполнения заказа.
Отправьте файлы STEP/STP 3D CAD, а также допуски и спецификации сборки. Наша команда инженеров проведет полную проверку DFM, даст рекомендации по корректировке допусков и предоставит конкурентное предложение в течение менее чем 24 часа.
Вы можете быстро проверить, работает ли ваша конструкция, сократить ненужные затраты на сверхжесткие допуски и максимально эффективно использовать свой бюджет на закупки.
Отказ от ответственности в отношении интеллектуальной собственности и технических характеристик
<ли>
Конфиденциальность дизайна и защита интеллектуальной собственности: Liqin строго защищает все проектные данные и интеллектуальную собственность клиента. Все представленные 3D-файлы, 2D-чертежи и технические характеристики остаются полностью конфиденциальными. Мы никогда не будем раскрывать, делиться или повторно использовать ваши проекты без вашего письменного согласия. Мы также поддерживаем официальное подписание соглашения о неразглашении по запросу клиента.
<ли>
Приоритет технических чертежей: в случае каких-либо несоответствий в размерах, допусках или технических требованиях между 3D-моделями и 2D-чертежами во время предложения и производства аннотации к 2D-чертежам имеют преимущественную силу, если иное не согласовано обеими сторонами в письменной форме.
<ли>
Стандартная применимость: все варианты обработки, контрольные значения допусков и данные о сроках поставки на этой странице служат только для общей технической справки. Фактическая технологичность и прецизионность зависят от уникальной структуры детали, свойств материала и процессов обработки поверхности.
Ваш надежный партнер в сфере точного производства металлоконструкций
Liqin — ваш надежный партнер для эффективной прецизионной обработки металлических деталей. Мы предлагаем литье под давлением, обработку на станках с ЧПУ, ковку и обработку поверхностей, обладая более чем 18-летним опытом OEM/ODM.
Ярлык:
Процесс точной обработки
Изготовление на заказ
Точное машиностроение
Экономическая эффективность
Услуги по изготовлению деталей на станках с ЧПУ по индивидуальному заказу