Преодоление многопроцессных узких мест: технические аспекты и измеримые преимущества токарно-фрезерной обработки сложных деталей.
В сфере закупок высокоточных компонентов покупатели B2B и инженеры проектов постоянно сталкиваются с критически важным компромиссом: чем выше геометрическая сложность детали, тем выше риск накопления допусков и непредсказуемых сроков изготовления.
Когда деталь сочетает в себе точные диаметры, полученные токарным способом (цилиндрические профили), с асимметричными деталями, такими как смещенные от центра отверстия, поперечные отверстия или сложные фрезерованные пазы, традиционное производство разделяет работу между отдельными токарными станками с ЧПУ и вертикальными обрабатывающими центрами. Такой устаревший подход приводит к трем серьезным проблемам в производстве:
-
Сбои в геометрическом допуске и точности размеров (GD&T) из-за повторной фиксации : Каждый раз, когда деталь вручную разжимается, перемещается и снова зажимается на новом станке, накапливаются отклонения патрона на микронном уровне и ошибки при настройке инструмента. Это делает практически невозможным соблюдение точных допусков по положению и соосности.
-
Чрезмерная задержка в производстве : детали теряют дни, простаивая в очередях между различными производственными центрами, что растягивает и без того короткий производственный цикл на недели.
-
Чрезмерные капитальные затраты на зажимные приспособления : покупка или изготовление отдельных нестандартных приспособлений для автономных токарных и многоосевых фрезерных операций приводит к значительному увеличению первоначальных бюджетов.
Внедрение многофункциональной обработки на токарно-фрезерных станках разработано специально для устранения этих фундаментальных структурных узких мест с самого начала.
1. Подробный технический анализ: устройство многоосевого механизма.
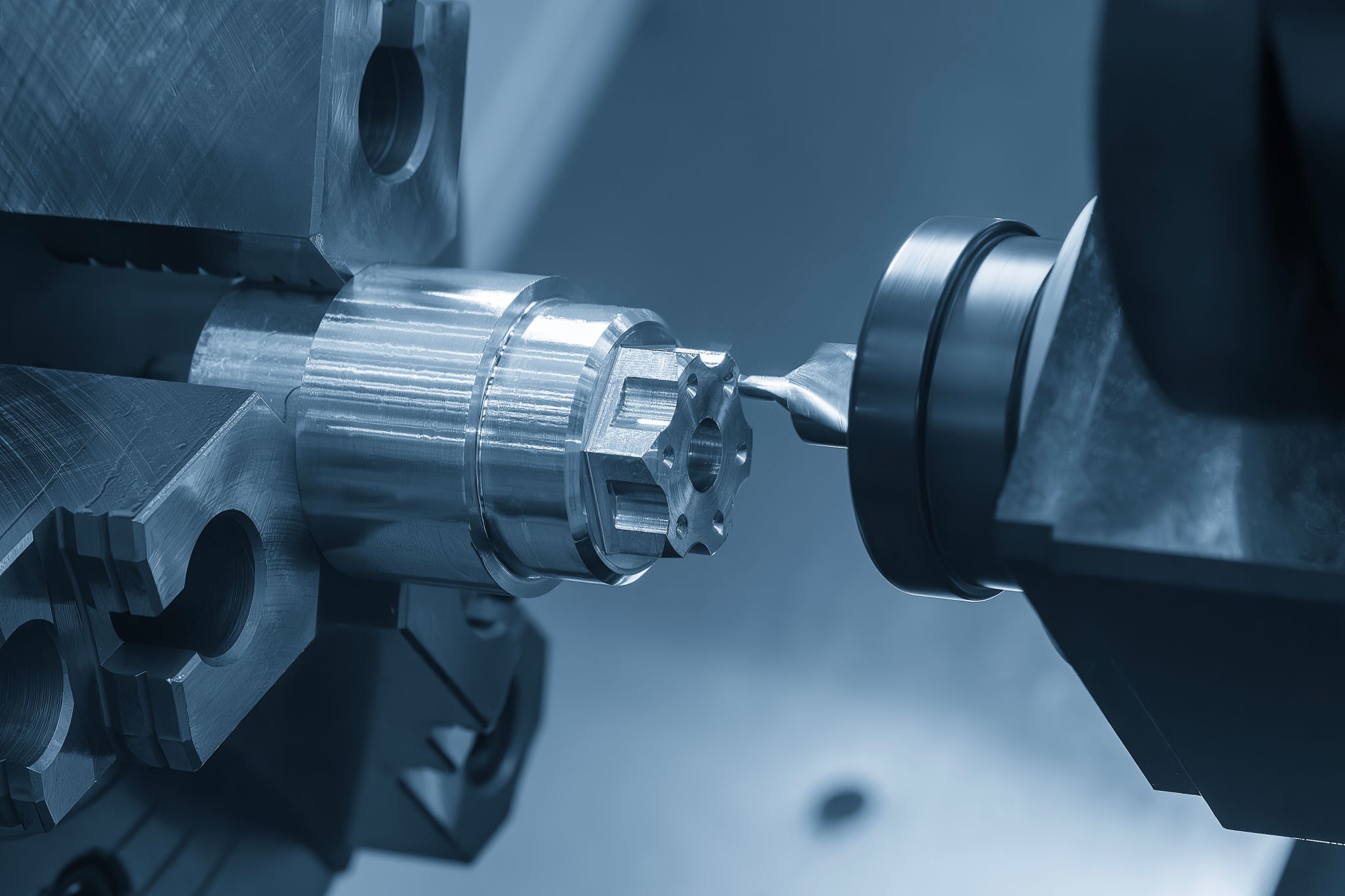
В то время как историческое токарно-фрезерное оборудование оснащалось простыми приводными револьверными головками на стандартных токарных станках, современные высокоточные многофункциональные токарно-фрезерные центры используют автономные фрезерные шпиндели по оси B, двойные синхронизированные главные/вспомогательные шпиндели и высокомоментные инструментальные станции. Используя интерполяцию полярных координат и алгоритмы непрерывных цилиндрических координат, эти рабочие станции обеспечивают синхронизированное многоосевое управление по осям X, Y, Z, B и C.
Таким образом, от подачи заготовки до резки готовой детали, обработка передней поверхности, угловые поперечные отверстия и спиральные профили с переменным шагом выполняются в рамках единой базовой линии обработки.
Для иллюстрации конкретных эксплуатационных и технических преимуществ мы количественно оценили различия между токарно-фрезерной технологией и традиционной технологией разделения заготовок:
📊 Количественные показатели и сравнение процессов
| Критерий оценки / Ключевой показатель | Традиционный раздельный процесс (токарная обработка на станках с ЧПУ + вертикальное фрезерование) | Современная многоосевая токарно-фрезерная обработка | Повышение эффективности основных процессов |
| Количество настроек | 3-5 настроек (в основном ручная работа) | 1. Единая установка (все в одном) | Снижает количество ошибок, допускаемых человеческим фактором при настройке, более чем на 70%. |
| Соосность и истинная точность позиционирования | ±0,020 мм ~ ±0,050 мм | ≤ ±0,005 мм | Четырехкратное улучшение в жестких пределах геометрических допусков и размеров. |
| Размерность (значение Cpk) | < 1,33 (Высокая волатильность дисперсии) | ≥ 1,67 (Сверхстабильная точность) | Снижает процент брака партий до менее 0,5%. |
| Общее время выполнения заказа | 7-10 дней (включая время в пути и очередях) | 1-3 дня | Ускоряет общую доставку на 60-70%. |
| Требуются специальные зажимные приспособления для заготовок. | 3-4 светильника на заказ | 1 Стандартный универсальный держатель для заготовок | Сокращает первоначальные капитальные вложения в оснастку на 50%. |
2. Полный контроль качества на всех этапах процесса: от моделирования в CAM-системе до проверки на координатно-измерительной машине.
Для управления сверхсложными конфигурациями требуется нечто большее, чем просто передовое оборудование; необходима надежная замкнутая система контроля качества, гарантирующая беспроблемные промышленные поставки:
-
Цифровые аудиты DFM (проектирование с учетом технологичности производства) : Перед физической загрузкой материала наш инженерный цех проводит динамическое обнаружение столкновений и моделирование многоосевой кинематики с помощью ведущих CAM-пакетов (например, Mastercam, Hypermill). Это исключает потенциальное отклонение инструмента и локальные колебания поверхности.
-
Встроенный датчик : благодаря использованию инфракрасных оптических датчиков Renishaw, наши системы сканируют опорные метки заготовки и автоматически корректируют смещения рабочих координат перед резкой, обеспечивая динамическую компенсацию износа инструмента в режиме реального времени.
-
Проверка с помощью координатно-измерительной машины с климат-контролем : После обработки детали поступают в нашу лабораторию контроля качества с температурой 22°C. Высокоточные шестигранные координатно-измерительные машины (КИМ) тщательно проверяют пространственное положение, эксцентриситет и точные геометрические профили, формируя подробные отчеты о проверке размеров, которые отправляются непосредственно с вашей партией.
3. Широкий спектр применения в различных отраслях промышленности: освоение разнообразных промышленных сплавов.
Благодаря исключительной жесткости рамы и возможности выбора различных режимов резания, токарно-фрезерный станок отлично подходит для многозадачной обработки сложных конструкционных материалов и работы в условиях строго регулируемых глобальных цепочек поставок.
-
Медицинские технологии : винты для компрессии костей, специализированные хирургические роботизированные артикуляции. В основном используются титан (Ti-6Al-4V ELI) или нержавеющая сталь имплантационного класса, что требует выполнения операций без заусенцев и микрорезьбы за один проход.
-
Оборудование для пищевой промышленности и упаковки : роторы эксцентриковых винтовых насосов, заглушки многопортовых распределительных клапанов. Обычно изготавливаются из аустенитной нержавеющей стали 316L и отличаются сложной двойной спиральной резьбой с переменным шагом. Для их обработки требуется безупречная чистота поверхности с зеркальным покрытием Ra 0,4 мкм санитарного класса, что позволяет активно подавлять рост бактерий.
-
Оптоэлектроника и полупроводники : высоковакуумные лазерные резонаторы, корпуса оптоэлектронных датчиков. Изготовленные из авиационного алюминия (7075-T6) , они отличаются исключительной герметичностью и безупречной отделкой поверхности.
-
Аэрокосмическая и оборонная промышленность : миниатюрные роторы газовых турбин, втулки гидравлических приводных валов. Для их изготовления требуется высокоточная обработка металла из сложных никелевых суперсплавов, таких как Inconel 718 .
❓ Часто задаваемые вопросы о высокой частоте конверсий: Преодоление барьеров в поиске поставщиков
В1: Наш проект находится на стадии НИОКР и требует мелкосерийного производства всего 5-10 деталей. Подходит ли токарно-фрезерная обработка для мелкосерийного производства, и являются ли затраты на переналадку слишком высокими?
A1: Безусловно. Одним из главных преимуществ многоосевой токарно-фрезерной обработки является полное исключение необходимости в изготовлении множества специальных приспособлений. Хотя программирование многоосевой обработки и первоначальная настройка станка занимают больше времени, чем базовые конфигурации токарного станка, отсутствие затрат на изготовление множества специализированных приспособлений делает токарно-фрезерную обработку очень экономически выгодной для небольших и средних партий (5–50 единиц) по сравнению с традиционной раздельной фрезеровкой.
В2: Как вы гарантируете надежное соблюдение жестких геометрических требований, указанных в наших чертежах, таких как предел соосности ≤ 0,008 мм?
A2: Мы обеспечиваем это с помощью двухэтапной инженерной защиты. В структурном плане наш процесс «все в одном» позволяет обрабатывать наружные диаметры и фрезеровать эксцентриковые отверстия за одну установку, исключая кумулятивные ошибки, возникающие при ручной обработке на станках. Что касается проверки, каждая партия проходит обязательную инспекцию на наших координатно-измерительных машинах Hexagon, и вместе с вашей поставкой вы получите полностью отслеживаемый, сертифицированный отчет о проверке размеров.
В3: Какие форматы 3D CAD вы принимаете, и предлагаете ли вы оптимизацию проекта перед началом производства?
A3: Мы обеспечиваем бесперебойную работу практически со всеми универсальными расширениями файлов САПР, включая .STEP, .STP, .IGS, .X_T, and .DWG . Наш инженерный отдел предоставляет бесплатную комплексную оценку технологичности изготовления (DFM) в течение 24 часов после предоставления чертежа. Если мы выявим необрабатываемые внутренние острые радиусы или участки с большим выступом, которые могут ухудшить шероховатость поверхности, мы заблаговременно предложим альтернативные варианты модификации конструкции для оптимизации вашего производственного бюджета.
ТЕЛ.: +86 187 5714 8656
Электронная почта: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Веб-сайт: https://www.cncliq.com/