
Каждую неделю в Ningbo Liqin Industrial & Trading Co., Ltd. наша команда инженеров открывает сотни STEP файлы . На мониторе высокого разрешения модели CAD выглядят идеально. Но когда мы переводим их в траектории инструмента Mastercam для наших 5-осевых установок DMG MORI, реальность механического цеха берет верх: узкие внутренние углы, которые требуют часов медленной электроэрозионной обработки, глубокие карманы, предназначенные для защелкивания твердосплавных фрез, и резьбы, смоделированные с нулевым зазором для выхода стружки .
Настроив эти функции в соответствии с физическими ограничениями вращающихся режущих инструментов, вы можете легко сэкономить 30 % на счетах за обработку . Вот как мы это делаем, без всякой теоретической чепухи.
1. Штраф за внутренний радиус: почему ваши R-углы стоят целое состояние
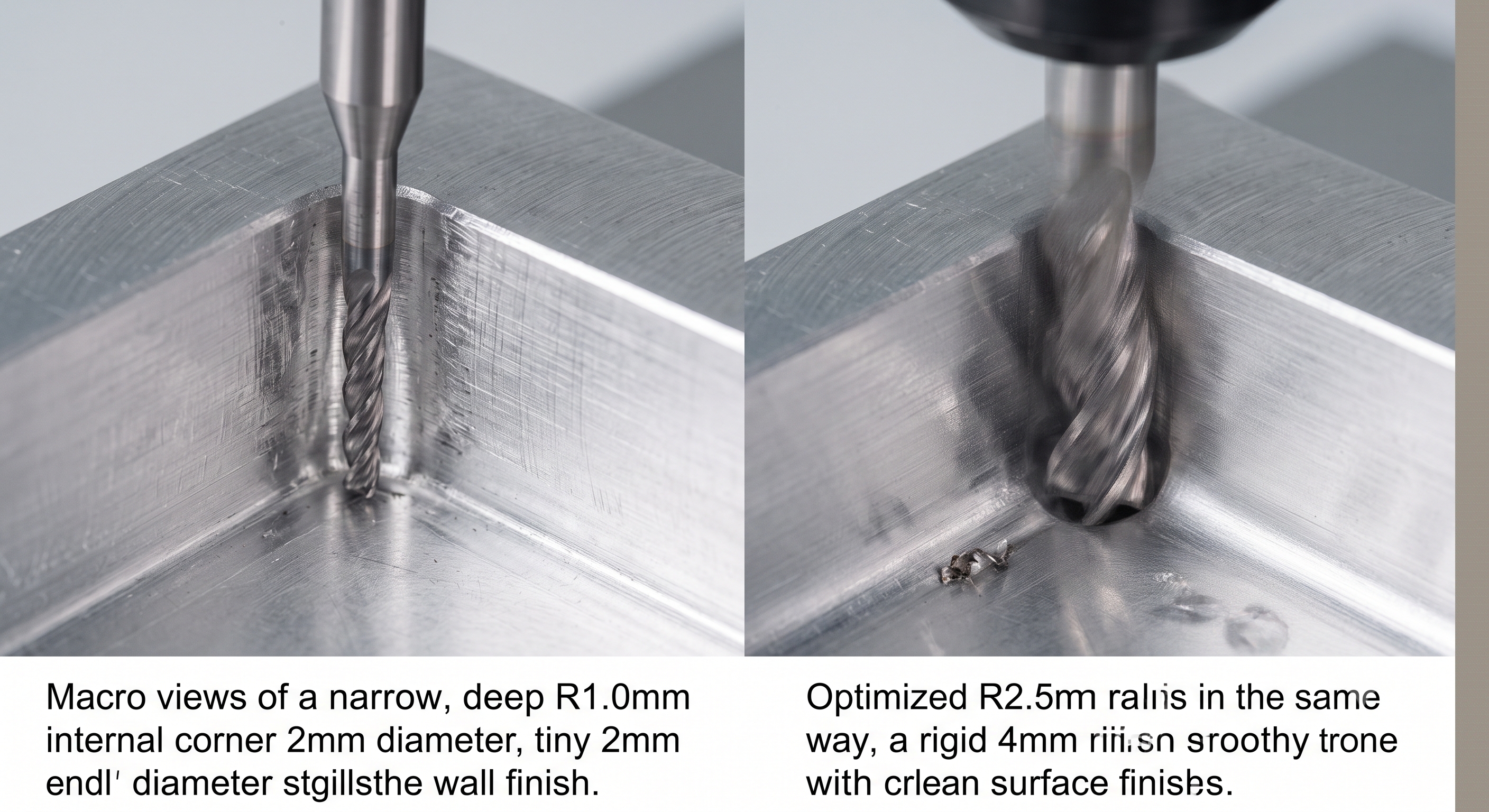
Прикрепите глубокий карман 30 мм с плотным Угол R1,0 мм на отпечатке, и вы заставляете нас перейти от жесткого 10 мм к более грубому хрупкий 2 мм микроконцевая фреза с большим вылетом . Жесткость инструмента масштабируется в четвертой степени его диаметра (d^4). Этот инструмент 2 мм имеет 625 раз меньшую жесткость, чем стандартный 10 мм фреза.
Падение жесткости = (10)^4 / (2)^4 = 10000 / 16 = в 625 раз менее жесткая
Чтобы инструмент не ломался, как зубочистка, нашим операторам приходится снижать скорость подачи до медленной 150 мм/мин. Если вы позволите нам открыть этот угол до R2,5 мм (что позволит использовать фрезу 4 мм), мы сможем использовать более быстрый инструмент. траекторий, сэкономьте 55 % времени цикла и устраните отклонение инструмента, которое портит отделку стен .
Практическое правило: сохраняйте R≥1.1×Rtool. Это дает фрезе передышку в углу, предотвращая резкий скачок угла зацепления инструмента с 90 до 180 градусов, вызывающий сильную вибрацию и микростружку.
2. Карманы, соотношение сторон и тонкостенный резонанс
Глубокие и узкие щели создают проблемы. Когда отношение глубины кармана к диаметру пересекает L/D>4, стандартный твердосплавный инструмент отклоняется под действием боковых сил резания в соответствии с классическим уравнением консольной балки:
Чтобы противодействовать этому отклонению (> 0,012 мм), мы должны замедлить работу станка или использовать дорогие, длинные инструменты с конической шейкой . Сохраняйте глубину черновой обработки в пределах 3×D. Для глубоких полостей спроектируйте ступенчатый карман или разбейте деталь на составную сборку .
Вибрация также поражает тонкие стены. Обработка алюминия (например, AL6061-T6) ниже 0,8 мм снимает внутренние напряжения и заставляет металл оттолкнуться от резака. Это оставляет волнистую поверхность или трескает материал.
Чтобы обойти это без увеличения затрат на процесс, мы используем метод постепенного понижения уровня. Мы чередуем разрезы с обеих сторон, уменьшая 1,5 мм за раз, чтобы необработанная масса выступала в качестве опоры. Мы используем острые однозубые алюминиевые фрезы со скоростью более 20 000 об/мин, чтобы снизить силу резания.
3. Ловушка настройки: почему ротация деталей истощает бюджет
Многие проектировщики полагают, что стоимость зависит исключительно от объема материала. Они упускают из виду ручной труд по настройке приборов и выравниванию индикаторов. Каждая грань, требующая вращения, вынуждает оператора станка останавливаться, разжимать, переворачивать, повторно зажимать и повторно измерять систему координат заготовки. При мелкосерийном производстве наладка и выравнивание занимают более 70 % общего рабочего времени.
Более того, каждое повторное зажимание приводит к ошибкам выравнивания на микроуровне, которые угрожают поперечным геометрическим размерам, таким как перпендикулярность и соосность.
Действия DFM: Спроектируйте важные элементы сопряжения (расположение точечных отверстий, посадочных мест подшипников) в одной осевой плоскости.
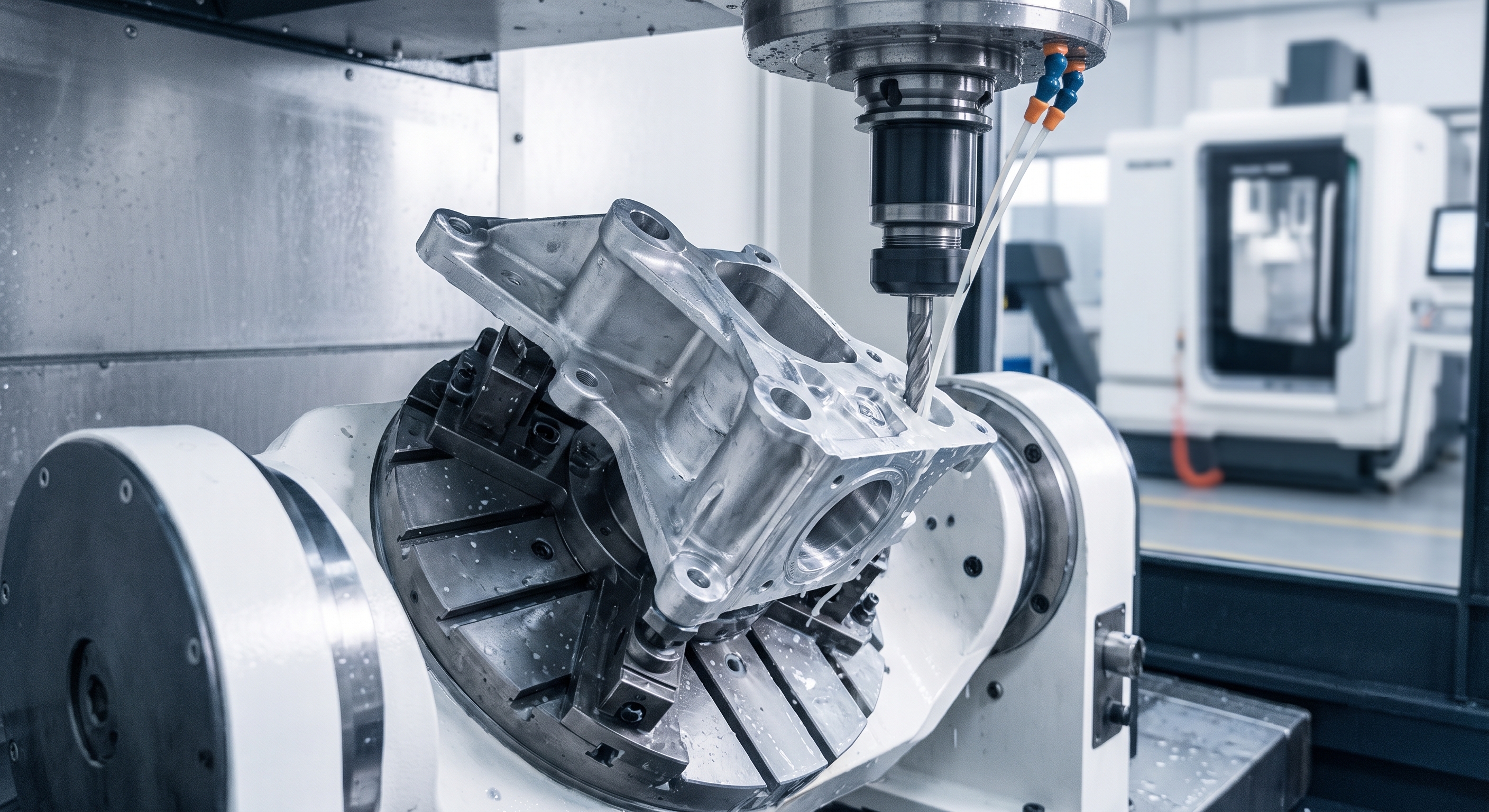
<ли>Альтернатива: Давайте запустим деталь на наших 5-осевых обрабатывающих центрах, чтобы завершить 5-стороннюю обработку за один установ, что сэкономит вам 30 % затрат на ручной труд.
4. Глухие отверстия и неглубокая резьба
Мы часто видим это в автомобильных корпусах: резьба M6 имеет глубину 12 мм в глухом отверстии глубиной всего 14 мм глубиной . Стандартный метчик со спиральной канавкой не может нарезать резьбу до абсолютного дна отверстия из-за фаски на инструменте (обычно 2–3 шага) . При нажатии на метчик вниз сжимается алюминиевая стружка внизу, увеличивается крутящий момент резания и ломается инструмент.
Минимальная глубина сверления = полезная длина резьбы + (3 х шаг)
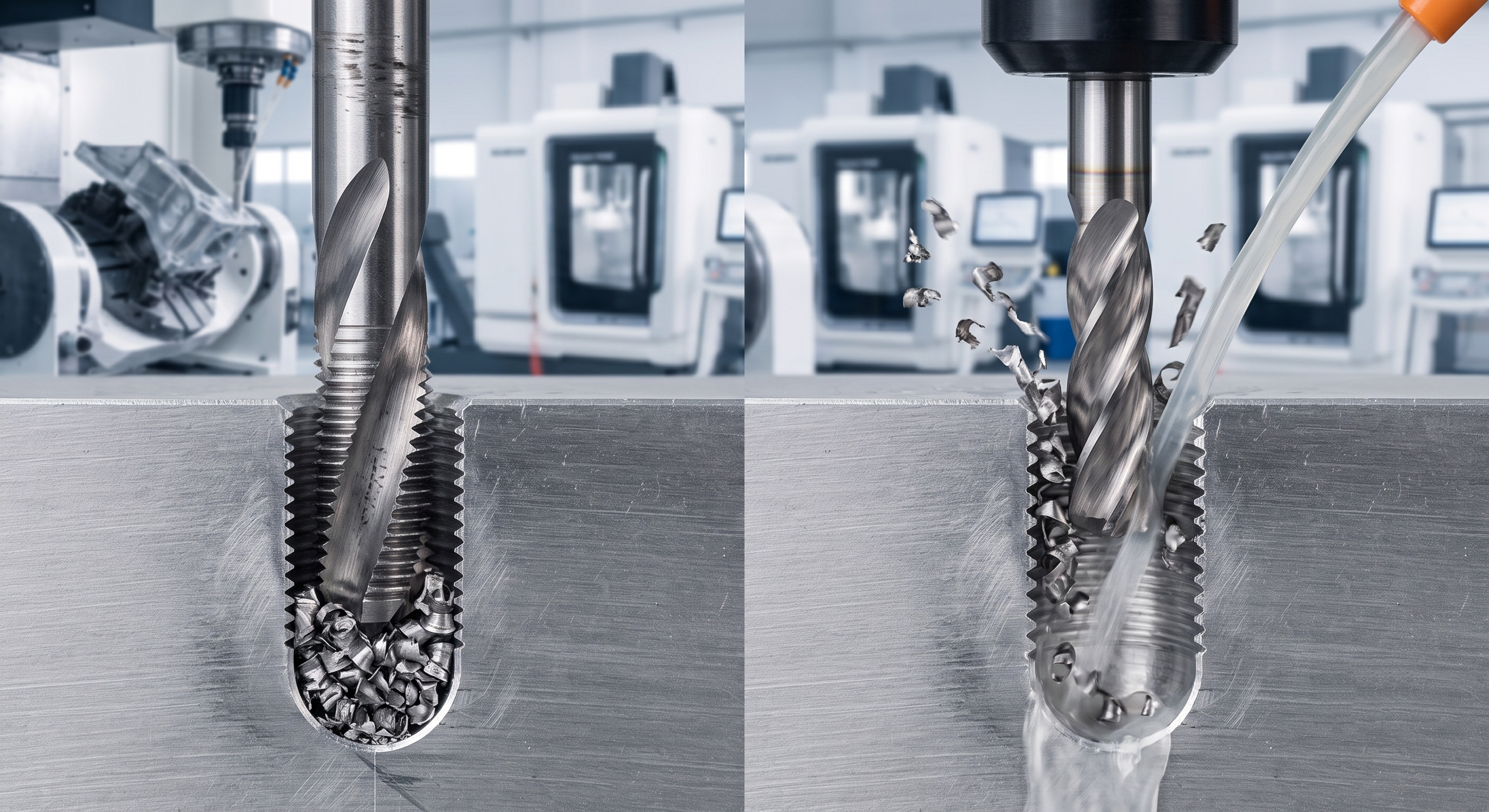
Всегда гарантируйте запас глубины сверления не менее 3×Шаг превышает полезную длину резьбы . Если стенки конструкции слишком тонкие для более глубокого отверстия, мы переходим к фрезерованию резьбы с ЧПУ, а не к физическому нарезанию резьбы. Поскольку резьбовая фреза меньше предварительно просверленного отверстия и режет по спирали, СОЖ под давлением легко выбивает стружку из полости, спасая деталь от застревания и поломки метчика.
5. Реальная стоимость допусков ±0,005 мм
Чрезмерное указание несовпадающих граней для ±0,005 мм, когда стандарт ±0,02 мм или DIN ISO 2768-m (средний) идеально подходит, приводит к ненужным производственным операциям .
В ±0,005 мм, простое фрезерование не подойдет. Мы должны внедрить микрочистовую обработку, непрерывное измерение смещением инструмента или вторичное круглое шлифование . Коэффициент теплового расширения алюминия (23 ×10^{-6}/K) означает, что изменение температуры всего на 2 °C в цеху приводит к изменению размеров детали на несколько микрон. Это вынуждает нас использовать установки с контролируемой температурой и выполнять 100% проверку нашей координатно-измерительной машины (КИМ).
Матрица геометрического влияния цеха
Ниже приведены реальные показатели нашего производственного цеха, сравнивающие неоптимизированные конструкции с вариантами, совместимыми с DFM, обрабатываемыми на наших высокоскоростных линиях .
| Геометрический элемент | Неоптимизированный дизайн | Оптимизированный дизайн DFM | Влияние на время цикла | Процент брака | Снижение затрат, % | <тело> <тр>Внутренний угловой радиус |
R 1,0 мм (глубина: 25 мм) < !----> |
R 2,5 мм (с использованием фрезы 4 мм) < !----> |
Уменьшено на 55 % < !----> |
От 6,2% до 0,1% < !----> |
34,5% < !----> |
<тр>
Карманное соотношение сторон |
L/D = 6:1 (глубокий слот) < !----> |
L/D = 3,5:1 (ступенчатый карман) < !----> |
Уменьшено на 40 % < !----> |
От 4,5% до 0,0% < !----> |
28,0% < !----> |
<тр>
Допуск размеров |
±0,005 мм (линейное) < !----> |
±0,020 мм (ISO 2768-м) < !----> |
Уменьшено на 65 % < !----> |
От 8,8% до 0,3% < !----> |
42,0% < !----> |
<тр>
Нарезание резьбы в глухие отверстия |
Резьба M5 вниз < !----> |
Зазор сверла M5 + 2,5 мм < !----> |
Уменьшено на 15 % < !----> |
От 3,1% до 0,0% < !----> |
12,5% < !----> |