Hier ist die harte Wahrheit aus der Werkstatt: medizinische Bearbeitung und Lebensmittelechtem Aluminium geht es nicht darum, Teile glänzend aussehen zu lassen; Es ist ein unerbittlicher Balanceakt zwischen Metallurgie, aggressiver Reinigungsfähigkeit und Oberflächenstabilität unter Belastung. Bei der Bearbeitung kritischer Baugruppen – wie z. B. einer kundenspezifischen A365-T6 bearbeiteten unteren Sitzunterseite aus Aluminium für medizinische Geräte oder einer Hochgeschwindigkeits-Sortierverteileranlage für automatisierte Lebensmittellinien – schneiden Sie nicht nur Metall. Sie bekämpfen präventiv mikrobiologische Kolonisierung, mechanisches Versagen und Verformungen bei strenger Autoklavensterilisation.
Wenn Sie diese hochpräzisen Teile wie eine Standard-Strukturhalterung behandeln, werden Sie bei der Eingangsprüfung des Kunden durchfallen. Werfen wir einen Blick auf die tatsächliche Werkstattphysik und die Verarbeitungsdetails, die diese Teile ausmachen oder zerstören.
1. Der materielle Albtraum: Guss A365-T6 vs. Schmiedeeisen 6061-T6

Die meisten Entwurfszeichnungen spezifizieren 6061-T6, aber wenn Sie auf komplexe medizinische Untersitze oder dickwandige Lebensmittelverteilergehäuse umsteigen, müssen Sie sich oft damit auseinandersetzen Gussblöcke wie A365-T6, um Rohstoffverschwendung und Werkzeugzeit zu minimieren. Hier beginnt der Ärger.
Guss A365-T6 enthält einen hohen Siliziumgehalt (typischerweise 9,5 % bis 11,5 % Si), der sich als scharfe, abrasive mikroskopische Kristalle in der Aluminiummatrix ausscheidet. Wenn Ihr Bediener eine unbeschichtete Standard-Hartmetallschneidplatte verwendet, ist damit zu rechnen, dass die Schneidkante aufgrund aggressiven abrasiven Verschleißes innerhalb von 15 Minuten nach kontinuierlichem Schneiden abplatzt.
-
Der Shop-Workaround: Wechseln Sie zu PKD-bestückten (polykristallinen Diamant) Wendeschneidplatten mit einem stark positiven Spanwinkel (+7° bis +12°). Sie müssen die Siliziummatrix durchschneiden, anstatt sie zu zerreißen.
-
Warum? Wenn Sie die Siliziumphase zerreißen, hinterlassen Sie mikroskopisch kleine Oberflächenlöcher. In einer medizinischen Umgebung ist eine 5-Mikron-Oberflächengrube ein Zufluchtsort für Bakteriensporen, die Standardprotokolle für das Autoklavieren problemlos umgehen können.
Beobachtung in der Werkstatt: Das Stehenlassen eines halbbearbeiteten A365-T6-Gussteils für mehr als 6 Stunden auf einem feuchten Werkstattboden vor dem Anodisieren führt zu einer schnellen mikrogalvanischen Oxidation zwischen den reichhaltigen Siliziumphasen und der Aluminiummatrix. Dadurch entstehen mikroskopisch kleine Oberflächenablagerungen, die eine gleichmäßige Typ-II-Anodisierung verhindern, was zu einer fleckigen Passivierung führt, die den Salzsprühtest (ASTM B117) in weniger als 48 Stunden nicht besteht.
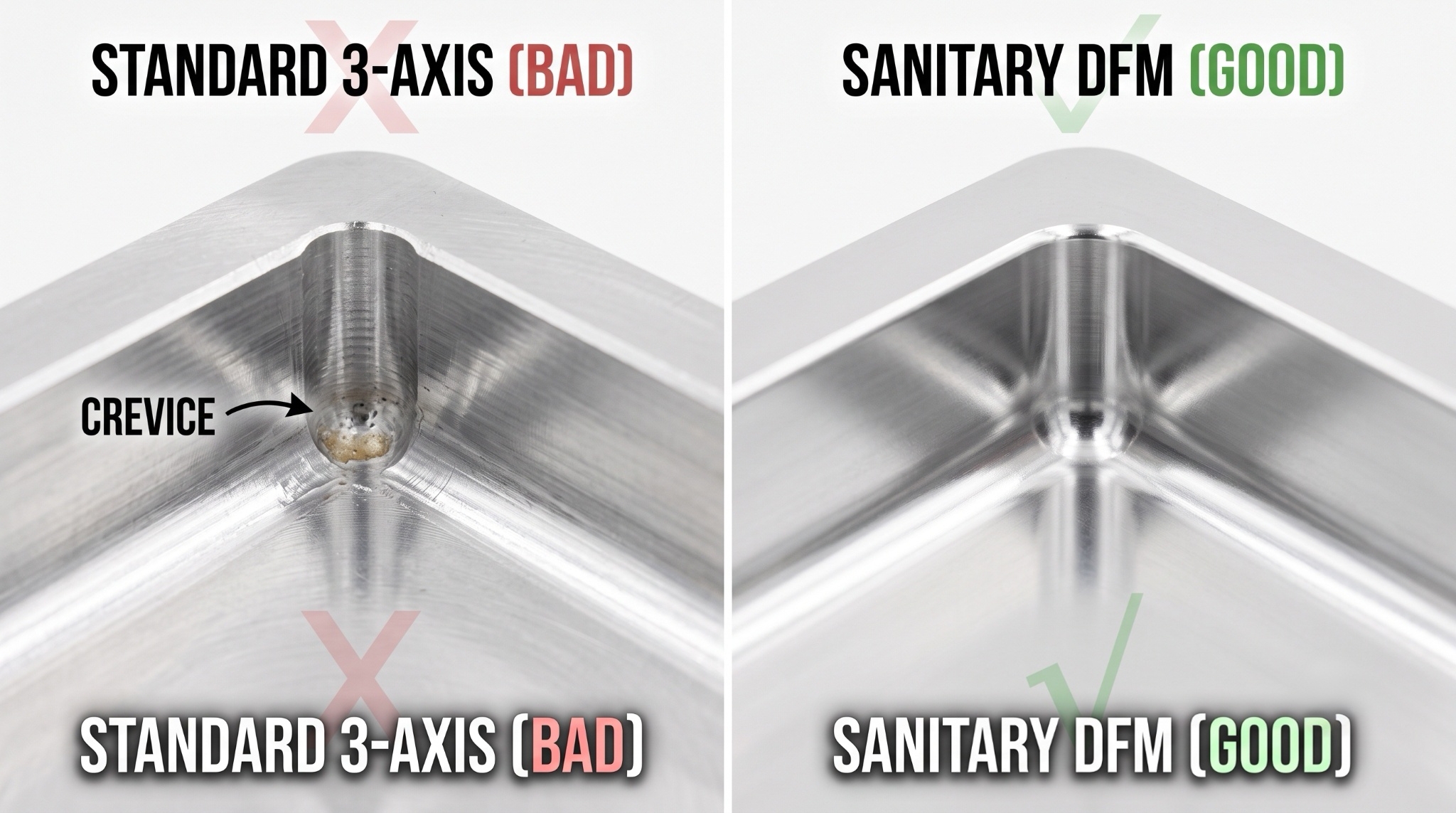
2. Die Hygiene-DFM-Imperative: Spaltenbeseitigung und Oberflächenveredelung
In der Lebensmittelverarbeitung ist der ultimative Feind die „tote Zone“, in der organische Stoffe eingeschlossen werden. Wenn Sie eine Ecke mit einem standardmäßigen 3-Achsen-CNC-Eckenradius von 0,5 mm entwerfen, haben Sie gerade einen Nährboden für Bakterien geschaffen. Dort bleiben Speisereste hängen und CIP-Chemikalien (Clean-in-Place) wie 1,5 %iges Natriumhydroxid (NaOH) oder Salpetersäure (HNO₃), die mit einer Geschwindigkeit von 1,5 m/s strömen, erzeugen nicht genügend Scherkraft, um sie auszuspülen.
-
Interne Verrundungsgrenzen: Geben Sie niemals weniger als R1,6 mm (1/16") für hygienische Oberflächen an. Verwenden Sie einen Kugelfräser mit einer engen Überstellung (maximal 0,05 mm pro Durchgang), um Wellenmarkierungen zu vermeiden. Beliebige Wellenhöhe (Restwelle des Werkzeugs) größer als 0,8 Mikrometer Ra ist ein automatischer Fehler.
-
Die Sacklochfalle: Wenn Sie ein M6-Gewinde für einen Montageflansch mit Lebensmittelkontakt benötigen, verwenden Sie niemals Standard-Sacklöcher. Der Boden des Lochs dient als stagnierendes Reservoir für organische Stoffe. Legen Sie Durchgangslöcher fest, oder verwenden Sie, wenn dies strukturell nicht möglich ist, einen 118-Grad-Bohrer und anschließend einen Schaftfräser mit flachem Boden, um den Kegel freizumachen und so sicherzustellen, dass kein Hohlraum entsteht, wenn der Bolzen mit 9,5 Nm angezogen wird.
3. Strukturelle Stabilität unter thermischer Sterilisationsbelastung
Stellen Sie sich eine medizinische Sitzunterseite vor, die aus einem A365-T6-Gussstück gefertigt wurde. Es durchläuft einen Autoklavenzyklus: 134 °C (273 °F) gesättigter Dampf bei 2,1 bar für 15 Minuten. Während dieses Zyklus beträgt die Wärmeausdehnung des Aluminiums etwa 23 × 10⁻⁶ /K. Wenn das Teil durch aggressive Schruppschnitte unausgeglichene Restspannungen aufweist, werden diese Spannungen durch die thermische Spitze ungleichmäßig abgebaut, wodurch sich kritische Ausrichtungsbohrungen um bis zu 0,04 mm verziehen. Die Baugruppe ist ruiniert.
-
Unser Stress-Relief-Protokoll: Nach starkem Schruppen (0,8 mm Material bleiben) die Teile 2 Stunden lang bei 180 °C thermisch entlasten, langsam an der Luft auf Raumtemperatur abkühlen lassen und erst dann mit der Endbearbeitung fortfahren. Dies garantiert, dass Ihre kritische Toleranz von ±0,01 mm an der Scharnierbohrung des medizinischen Sitzes auch nach Hunderten von Autoklavensterilisationsläufen erhalten bleibt.
Technische Vergleichsmatrix
| Parameter/Anforderung | Verteiler für die Lebensmittelverarbeitung (z. B. geschmiedetes 6061-T6) | Medizinische Sitzkomponenten (z. B. Guss A365-T6) |
| Primärmetallurgie | Al-Mg-Si (geschmiedet), hohe Duktilität | Al-Si-Mg (gegossen), hoher Siliziumgehalt (9,5–11,5 %) |
| Zieloberflächenrauheit (Ra) | ≤ 0,4 μm (elektropoliert oder perlgestrahlt + eloxiert) | ≤ 0,8 μm (Präzisionsgefräst) |
| Typische Autoklav-/CIP-Exposition | CIP saure/alkalische Wäsche (pH 1,5–12,5, 85 °C) | Dampfautoklav (134°C, 2,1 bar) |
| Kritische Passivierungsspezifikation | USDA-/FDA-konforme klare Eloxierung (Klasse II, 15 μm) | ISO 10993 Biokompatible Hartbeschichtung Typ III (50 μm) |
| Bearbeitungsstrategie | Hochgeschwindigkeitsbearbeitung (HSM), Hartmetallwerkzeuge, Flutkühlmittel | PKD-Werkzeuge, spannungsarmes Backen, Schlichtdurchgänge mit niedrigem Vorschub |
Praktische Fallstudie: Die wahren Kosten von Over-Engineering
Die Falle: Ein Hinweis zur Konzentrizität von ±0,005 mm
-
Das Szenario: Die RFQ eines Kunden für einen Maßgefertigte medizinische Sitzkomponente aus Aluminiumguss A365-T6 verfügte über eine tiefe Blindzapfenbohrung (Ø25 mm, Tiefe 85 mm), die eine ±0,005 mm Konzentrizität und Ra 0,2 μm Spiegelglanz< !---->.
-
Die Reibung: Guss A365-T6 enthält bis zu 11,5 % Siliziumkristalle< !---->. Bei einem Tiefen-zu-Durchmesser-Verhältnis von 3,4:1 verformen sich Standardbohrstangen und klappern, wenn sie auf diese harten Siliziumphasen treffen data-path-to-node="6,1,0,3">< !---->. Durch das Zerreißen der Kristalle entstehen Mikrohohlräume, was einen teuren sekundären Honprozess erfordert, der aufgrund von Fehlern bei der Wiederholgenauigkeit der Aufspannung leicht fehlschlägt data-path-to-node="6,1,0,5">< !---->.
2. Die schwierige Mathematik: Autoklav vs. Mikrotoleranzen
-
Die Physik: Diese Komponente wird bei 134°C< !---->.
-
Die Mathematik: Während des Erhitzens beträgt die Wärmeausdehnung dieser Ø25-mm-Bohrung ungefähr:

-
Die Realität: Die Wärmeausdehnung (0.065mm) ist 13-mal größer als die Raumtemperaturtoleranz der Zeichnung (0,005mm)< !---->. Jede in der Werkstatt erreichte Präzision im Submikrometerbereich geht im Sterilisator sofort verloren< !---->.
3. Die Liqin DFM-Resolution
-
Entspannen Sie die Langeweile: Wir haben den Kunden davon überzeugt, die Konzentrizität zu öffnen ±0,025 mm und Ra bis 0,8 μm, was eine 5-Achsen-CNC-Bearbeitung in einer Aufspannung mit PKD-Werkzeugen ermöglicht< !---->.
-
Einpressbare PEEK-Buchse: Wir haben einen Schritt zum Einpressen von a entworfen selbstschmierende, biokompatible PEEK-Buchse in die Bohrung< !---->. Die Buchse richtet sich selbst aus, dämpft Vibrationen und absorbiert die thermische Ausdehnung des Autoklaven data-path-to-node="16,1,0,3">< !---->.
-
Die Auswirkung: Die Herstellungskosten sanken um 68 %, die Vorlaufzeit wurde von 4 Wochen auf 8 Tage verkürzt und die Lebensdauer der Baugruppen tatsächlich verdoppelt< !---->.

Klicken Sie hier für Ihre Anfrage 👆
FAQs
F1: Warum wird für einige medizinische Komponenten A365-T6 anstelle von 6061-T6 verwendet und wie wirkt sich das auf die Bearbeitung aus?
A: A365-T6-Gussaluminium wird für hochkomplexe, organische Eigenschaften ausgewählt Geometrien zur Reduzierung von Rohblockmaterialverschwendung und groben Fräszeiten< !---->. Aufgrund seines hohen Siliziumgehalts (9,5 % – 11,5 %) ist es jedoch äußerst abrasiv data-path-to-node="7,0,0,3">< !---->. Maschinenbauer müssen Werkzeuge mit PKD-Bestückung verwenden, um Mikroabplatzungen zu vermeiden und Lochfraß auf der Oberfläche zu vermeiden, auf dem sich Bakterien ansiedeln könnten data-path-to-node="7,0,0,5">< !---->.
F2: Was ist die empfohlene Oberflächenbeschaffenheit (Ra) für CNC-Aluminiumteile mit Lebensmittelkontakt?
A: Für Sanitär- und Clean-in-Place (CIP)-Anwendungen haben wir empfehlen eine Oberflächenrauheit von Ra 0,4 μm oder besser, kombiniert mit Klasse II Eloxieren< !---->. Jede Zacken- oder Werkzeugmarkierungshöhe über Ra 0,8 μm wirkt als Mikrospalt, in dem organische Speisereste Standard-Hochdruckspülungen umgehen können data-path-to-node="10,0,0,3">< !---->.
F3: Wie verhindern Sie, dass sich Präzisionsaluminiumteile während der Sterilisation im Autoklaven verziehen?
A: Aluminium hat eine hohe Wärmeausdehnungsrate< !---->. Für hochpräzise Komponenten wie Scharnierbohrungen für medizinische Sitze wenden wir nach dem starken Grobfräsen einen thermischen Spannungsarmglühen bei 180 °C für 2 Stunden an data-path-to-node="13,0,0,3">< !---->. Dies stabilisiert die Molekülstruktur und stellt sicher, dass sich die kritischen Toleranzen von ±0,01 mm unter 134 °C heißem Dampf nicht verziehen data-path-to-node="13,0,0,5">< !---->.
F4: Können wir eine Hartbeschichtung vom Typ III auf gegossenem A365-T6-Aluminium durchführen?
A: Ja, aber Gusslegierungen erfordern eine strenge chemische Kontrolle. Die reichhaltigen Siliziumphasen in A365-T6 können zu ungleichmäßiger Beschichtungsdicke oder Fleckenbildung führen, wenn das Teil vor der Passivierung zu lange der Werkstattfeuchtigkeit ausgesetzt ist data-path-to-node="16,0,0,1">< !---->. Wir setzen strenge Lagerbeschränkungen nach der Bearbeitung und maßgeschneiderte Vorätzbäder durch, um eine biokompatible, gleichmäßige 50 μm dicke Hartschicht zu gewährleisten data-path-to-node="16,0,0,3">< !---->.
Q5: How can design engineers optimize medical and food-grade aluminum parts to lower costs?
A: The fastest way to cut costs is to avoid blind-hole taps and ultra-tight tolerances (like ±0.005mm) where they aren’t dynamically required< !---->. Opening concentricity limits and designing in press-fit, replaceable biocompatible PEEK or bronze bushings instead of solid micro-machined bores can reduce machining costs by up to 60%+< !---->.
Zusammenfassung
Precision CNC machining for medical and food equipment is a strict discipline governing metallurgy, sanitary geometries, and stress stability . Over-engineering only drives up costs . At Ningbo Liqin Industrial & Trading, we leverage over 100 multi-axis CNC machines, ISO 9001:2015 standards, and advanced DFM expertise to turn complex blueprints into cost-optimized production realities . Contact us for an engineering evaluation and an instant quote within 24 hours .
Contact Information
Haftungsausschluss
The technical data and engineering cases presented in this article are for informational and educational purposes only . Ningbo Liqin Industrial & Trading Co., Ltd. does not make any express or implied warranties regarding identical performance metrics under varying operational environments . It remains the buyer's sole responsibility to verify, test, and define the specific engineering and regulatory requirements for their uniq ue medical or food-grade applications.