Here’s the hard truth from the shop floor: machining medical and food-grade aluminum is not about making parts look shiny; it’s an unforgiving balancing act of metallurgy, aggressive cleanability, and surface stability under stress. When machining critical assemblies—such as a Custom A365-T6 Aluminum Medical Equipment Machined Lower Seat Bottom Component or high-speed sorting manifolds for automated food lines—you aren't just cutting metal. You are preemptively fighting microbiological colonization, mechanical failure, and warp under harsh autoclave sterilization.
If you treat these high-precision parts like a standard structural bracket, you will fail the client’s incoming inspection. Let's dig into the real shop physics and processing details that make or break these parts.
1. The Material Nightmare: Cast A365-T6 vs. Wrought 6061-T6

Most draft drawings specify 6061-T6, but when you transition to complex medical lower seats or thick-walled food manifold housings, you often have to deal with cast blocks like A365-T6 to minimize raw material waste and tooling time. That’s where the trouble starts.
Cast A365-T6 contains high silicon content (typically 9.5% to 11.5% Si), which precipitates as sharp, abrasive microscopic crystals within the aluminum matrix. If your operator runs a standard uncoated carbide insert, expect the cutting edge to micro-chip within 15 minutes of continuous cutting due to aggressive abrasive wear.
-
The Shop Workaround: Switch to PCD-tipped (Polycrystalline Diamond) inserts with a highly positive rake angle (+7° to +12°). You must shear through the silicon matrix rather than tearing it.
-
Why? If you tear the silicon phase, you leave microscopic surface pits. In a medical environment, a 5-micron surface pit is a sanctuary for bacterial spores that easily bypass standard autoclaving protocols.
Shop Floor Observation: Letting a semi-machined cast A365-T6 part sit on a humid shop floor for over 6 hours before anodizing leads to rapid micro-galvanic oxidation between the rich silicon phases and the aluminum matrix. This creates microscopic surface deposits that prevent uniform Type II anodization, resulting in blotchy passivation that fails the salt-spray test (ASTM B117) in under 48 hours.
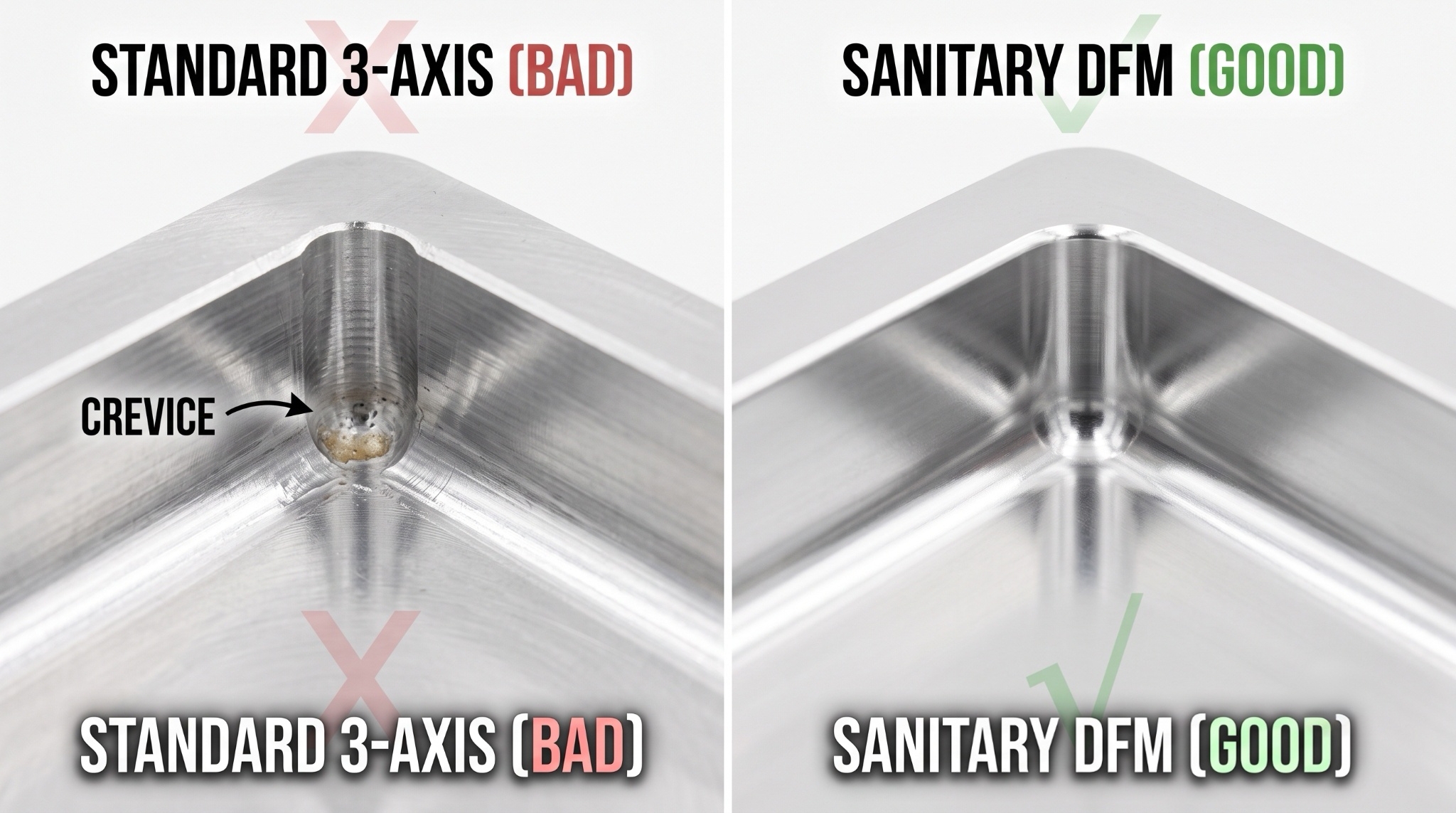
2. The Sanitary DFM Imperative: Crevice Elimination & Surface Finishes
In food processing, the ultimate enemy is the "dead zone" where organic matter gets trapped. If you design a corner with a standard 3-axis CNC corner radius of 0.5mm, you have just created a bacterial breeding ground. Food particles will lodge there, and Clean-in-Place (CIP) chemicals like 1.5% sodium hydroxide (NaOH) or nitric acid (HNO₃) flowing at 1.5 m/s will not generate enough shear force to flush them out.
-
Internal Fillet Limits: Never specify less than R1.6mm (1/16") for sanitary surfaces. Use a ball-nose end mill with a tight stepover (maximum 0.05mm per pass) to eliminate scallop marks. Any scallop height (residual tool wave) greater than 0.8 microns Ra is an automatic fail.
-
The Blind Hole Trap: If you must tap an M6 thread for a food-contact mounting flange, never use standard blind holes. The bottom of the hole acts as a stagnant reservoir for organic matter. Specify through-holes, or if structurally impossible, use a 118-degree drill followed by a flat-bottom end mill to clear the cone, ensuring zero void space when the stud is torqued to 9.5 Nm.
3. Structural Stability Under Thermal Sterilization Stress
Consider a medical seat bottom machined from an A365-T6 casting. It undergoes autoclave cycling: 134°C (273°F) saturated steam at 2.1 bar for 15 minutes. During this cycle, thermal expansion of the aluminum is around 23 × 10⁻⁶ /K. If the part contains unbalanced residual stresses from aggressive roughing cuts, the thermal spike relieves these stresses unevenly, warping critical alignment bores by up to 0.04mm. The assembly is ruined.
-
Our Stress-Relief Protocol: After heavy roughing (leaving 0.8mm stock), thermal-stress-relieve the parts at 180°C for 2 hours, allow them to air-cool slowly to room temperature, and only then proceed to final finishing. This guarantees that your critical ±0.01mm tolerance on the medical seat hinge bore stays true after hundreds of autoclave sterilization runs.
Technical Comparison Matrix
| Parameter / Requirement | Food Processing Manifolds (e.g., Wrought 6061-T6) | Medical Seat Components (e.g., Cast A365-T6) |
| Primary Metallurgy | Al-Mg-Si (Wrought), High Ductility | Al-Si-Mg (Cast), High Silicon (9.5-11.5%) |
| Target Surface Roughness (Ra) | ≤ 0.4 μm (Electropolished or Bead-Blasted + Anodized) | ≤ 0.8 μm (Precision Milled) |
| Typical Autoclave / CIP Exposure | CIP Acidic/Alkaline Wash (pH 1.5 - 12.5, 85°C) | Steam Autoclave (134°C, 2.1 bar) |
| Critical Passivation Spec | USDA / FDA Compliant Clear Anodizing (Class II, 15μm) | ISO 10993 Biocompatible Type III Hardcoat (50μm) |
| Machining Strategy | High-Speed Machining (HSM), Carbide tools, Flood Coolant | PCD Tooling, Stress-Relief Bake, Low-Feed Finish Passes |
Practical Case Study: The True Cost of Over-Engineering
The Trap: A ±0.005mm Concentricity Callout
-
The Scenario: A client’s RFQ for a Custom A365-T6 Cast Aluminum Medical Seat Component came with a deep, blind pivot bore (Ø25mm, depth 85mm) requiring a ±0.005mm concentricity and Ra 0.2 μm mirror finish.
-
The Friction: Cast A365-T6 contains up to 11.5% silicon crystals. At a 3.4:1 depth-to-diameter ratio, standard boring bars deflect and chatter when hitting these hard silicon phases. Tearing the crystals leaves micro-voids, forcing an expensive, secondary honing process that easily fails due to clamping repeatability errors.
2. The Hard Math: Autoclave vs. Micro-Tolerances
-
The Physics: This component undergoes autoclave sterilization at 134°C.
-
The Math: During heating, the thermal expansion of this Ø25mm bore is roughly:

-
The Reality: The heat expansion (0.065mm) is 13 times larger than the drawing's room-temperature tolerance (0.005mm). Any sub-micron precision achieved on the shop floor is instantly lost in the sterilizer.
3. The Liqin DFM Resolution
-
Relax the Bore: We convinced the client to open the concentricity to ±0.025mm and Ra to 0.8 μm, enabling 1-setup 5-axis CNC machining with PCD tools.
-
Press-Fit PEEK Bushing: We designed a step to press-fit a self-lubricating, biocompatible PEEK bushing into the bore. The bushing self-aligns, dampens vibrations, and absorbs autoclave thermal expansion.
-
The Impact: Manufacturing costs dropped by 68%, lead time was cut from 4 weeks to 8 days, and assembly lifespans actually doubled.

FAQs
Q1: Why is A365-T6 used instead of 6061-T6 for some medical components, and how does it affect machining?
A: A365-T6 cast aluminum is selected for highly complex, organic geometries to reduce raw block material waste and rough milling times. However, its high silicon content (9.5% - 11.5%) makes it extremely abrasive. Machinists must utilize PCD-tipped tooling to avoid micro-chipping and eliminate surface pitting where bacteria could colonize.
Q2: What is the recommended surface finish (Ra) for food-contact CNC aluminum parts?
A: For sanitary and Clean-in-Place (CIP) applications, we recommend a surface roughness of Ra 0.4 μm or better, combined with Class II anodizing. Any scallop or tool mark height exceeding Ra 0.8 μm acts as a micro-crevice where organic food debris can bypass standard high-pressure flushes.
Q3: How do you prevent precision aluminum parts from warping during autoclave sterilization?
A: Aluminum has a high thermal expansion rate. For high-precision components like medical seat hinge bores, we apply a thermal stress-relief bake at 180°C for 2 hours after heavy rough milling. This stabilizes the molecular structure, ensuring critical ±0.01mm tolerances do not warp under 134°C steam.
Q4: Can we perform Type III Hardcoat Anodizing on cast A365-T6 aluminum?
A: Yes, but cast alloys require strict chemical control. The rich silicon phases in A365-T6 can cause uneven coating thickness or blotchiness if the part is exposed to shop humidity for too long before passivation. We enforce strict post-machining storage limits and customized pre-etching baths to guarantee a biocompatible, uniform 50μm hardcoat.
Q5: How can design engineers optimize medical and food-grade aluminum parts to lower costs?
A: The fastest way to cut costs is to avoid blind-hole taps and ultra-tight tolerances (like ±0.005mm) where they aren’t dynamically required. Opening concentricity limits and designing in press-fit, replaceable biocompatible PEEK or bronze bushings instead of solid micro-machined bores can reduce machining costs by up to 60%+.
Summary
Precision CNC machining for medical and food equipment is a strict discipline governing metallurgy, sanitary geometries, and stress stability. Over-engineering only drives up costs. At Ningbo Liqin Industrial & Trading, we leverage over 100 multi-axis CNC machines, ISO 9001:2015 standards, and advanced DFM expertise to turn complex blueprints into cost-optimized production realities. Contact us for an engineering evaluation and an instant quote within 24 hours.
Contact Information
Disclaimer
The technical data and engineering cases presented in this article are for informational and educational purposes only. Ningbo Liqin Industrial & Trading Co., Ltd. does not make any express or implied warranties regarding identical performance metrics under varying operational environments. It remains the buyer's sole responsibility to verify, test, and define the specific engineering and regulatory requirements for their unique medical or food-grade applications.