
Analyse complète du processus de fraisage : du bricolage d’urgence au fraisage de précision industriel
Dévoilez le code fondamental du traitement des métaux
Tard dans la nuit, vous êtes en train de déboguer un équipement sur mesure et vous avez besoin en urgence d'une patte de fixation métallique de forme spéciale. Vous avez le plan en main, mais les pièces usinées professionnellement nécessitent un délai de trois jours ; la production ne peut pas s'arrêter et l'échéance est critique. En regardant une meuleuse d'angle et une chute de tôle d'acier à proximité, vous vous demandez : puis-je usiner ce profil simple moi-même ?
La réponse est : en théorie, oui ! Avec une meuleuse d'angle équipée d'une fraise, l'avance manuelle permet d'usiner grossièrement des surfaces planes et des rainures simples. C'est tout le charme du fraisage artisanal : simplifier le complexe en cas d'urgence pour résoudre des problèmes immédiats.
Cependant, la réalité est souvent plus cruelle que l'imagination. Le fraisage manuel repose entièrement sur le toucher, ce qui entraîne des coupes irrégulières, des écarts dimensionnels et des surfaces rugueuses. Une légère erreur peut endommager la pièce ou même présenter des risques pour la sécurité, dus aux rebonds de l'outil ou aux projections de matière. Les surfaces complexes et les opérations de haute précision sont tout simplement impossibles à réaliser manuellement.
Bienvenue dans l'univers du fraisage — un domaine où précision et efficacité se conjuguent, solutions d'urgence et professionnalisme, créativité et normes. À la fois indispensable en cas d'urgence et processus clé de la production industrielle, le fraisage est un outil précieux. Nous allons maintenant vous dévoiler tous les secrets du fraisage, des techniques de base aux procédés industriels de précision, des principes fondamentaux aux cas pratiques, pour vous permettre de maîtriser pleinement les connaissances essentielles et d'éviter les erreurs courantes.
En tant qu'ingénieur chez Liqin , je vois chaque jour des centaines de pièces usinées dans notre atelier. Je sais pertinemment que la précision, la résistance et la durée de vie des pièces dépendent directement des détails de l'usinage. Nous avons vu des clients mettre au rebut des composants sur mesure de grande valeur à cause d'opérations d'usinage incorrectes, et nous avons contribué à résoudre de nombreux problèmes d'usinage complexes en optimisant les paramètres et en sélectionnant les outils appropriés. Ce blog met à profit notre expérience de terrain pour vous offrir le guide le plus pratique et professionnel possible sur l'usinage.
1. Comparaison des procédés de fraisage : l’écart entre le bricolage d’urgence et la fabrication professionnelle
Le fraisage consiste à enlever de la matière à l'aide d'une fraise rotative pour créer des plans, des rainures, des marches, des surfaces et d'autres formes. On distingue le fraisage d'urgence pour le bricolage et le fraisage de précision professionnel, dont les principales différences sont les suivantes :
格
| Méthode | Matériaux appropriés | Processus/équipement requis | Fiabilité / Résultat | Scénario d'application |
|---|---|---|---|---|
| Bricolage (Fraisage d'urgence) | Métaux mous (aluminium, acier à faible teneur en carbone), plastiques, bois | Meuleuse d'angle / meuleuse portative + tête de coupe simple, fixation et avance manuelles | Très faible : erreur dimensionnelle ≥ 0,5 mm, surface rugueuse, risque d’écaillage/de déformation | Uniquement pour les situations d'urgence extrême, pièces temporaires sans exigences de précision. |
| Fraisage professionnel | Acier à outils, acier inoxydable, alliage d'aluminium, alliage de cuivre, alliage haute température, etc. | Fraiseuse CNC / centre d'usinage, outillage professionnel, outils de précision, programmation CNC, refroidissement par liquide de refroidissement, finition multi-étapes | Extrêmement performant : précision dimensionnelle ±0,01 mm, surface lisse (Ra ≤ 1,6 μm), longue durée de vie de l'outil, rendement élevé | Production industrielle, pièces sur mesure, équipements de haute précision, composants de grande valeur |
2. Manuel d'urgence : Fraisage à faire soi-même avec des outils simples
Cet outil est destiné à un usage d'urgence uniquement sur des pièces temporaires non critiques. Portez toujours des lunettes de sécurité et des gants anti-coupures pour éviter les blessures dues aux rebonds de l'outil ou aux projections de copeaux.
Ces étapes s'appliquent uniquement aux matériaux tendres (aluminium, acier à faible teneur en carbone, plastiques). Ne les appliquez PAS aux matériaux durs tels que l'acier inoxydable ou l'acier à outils.
Étapes de fraisage à faire soi-même
格
| Étape | Opérations principales | Points clés |
|---|---|---|
| 1 | Préparer les outils et la pièce à usiner | Meuleuse d'angle, fraiseuse (carbure de préférence), étau ; nettoyer et ébavurer la pièce à usiner en matériau tendre |
| 2 | Fixez la pièce à usiner | Fixez-le fermement sur une table stable pour éliminer tout mouvement. |
| 3 | Installer et tester le coupe-coupe | Fixez solidement la fraise ; faites-la tourner pour assurer une rotation stable sans oscillation ni bruit. |
| 4 | fraisage manuel | Faible vitesse, contact léger, avance lente ≤ 0,2 mm par passage ; éviter une pression excessive |
| 5 | Ébavurage et finition | Poncer les bords ; vérifier les dimensions pour un usage temporaire uniquement |
Principales consignes de sécurité et d'exploitation
- Choix des outils : utiliser des fraises en carbure ; éviter l’acier rapide pour les matériaux tendres.
- Contrôle de l'avance : Maintenez une vitesse faible et une avance lente ; ne forcez pas la fraise.
- Sécurité : Portez des lunettes de protection, des gants et un masque anti-poussière ; gardez vos mains éloignées des lames rotatives.
- Limitations : Uniquement des plans simples et des rainures peu profondes ; pas de surfaces complexes ni de caractéristiques de haute précision.
Le fraisage amateur est une solution de dernier recours . Pour des résultats fiables, faites toujours appel à des services de fraisage professionnels.
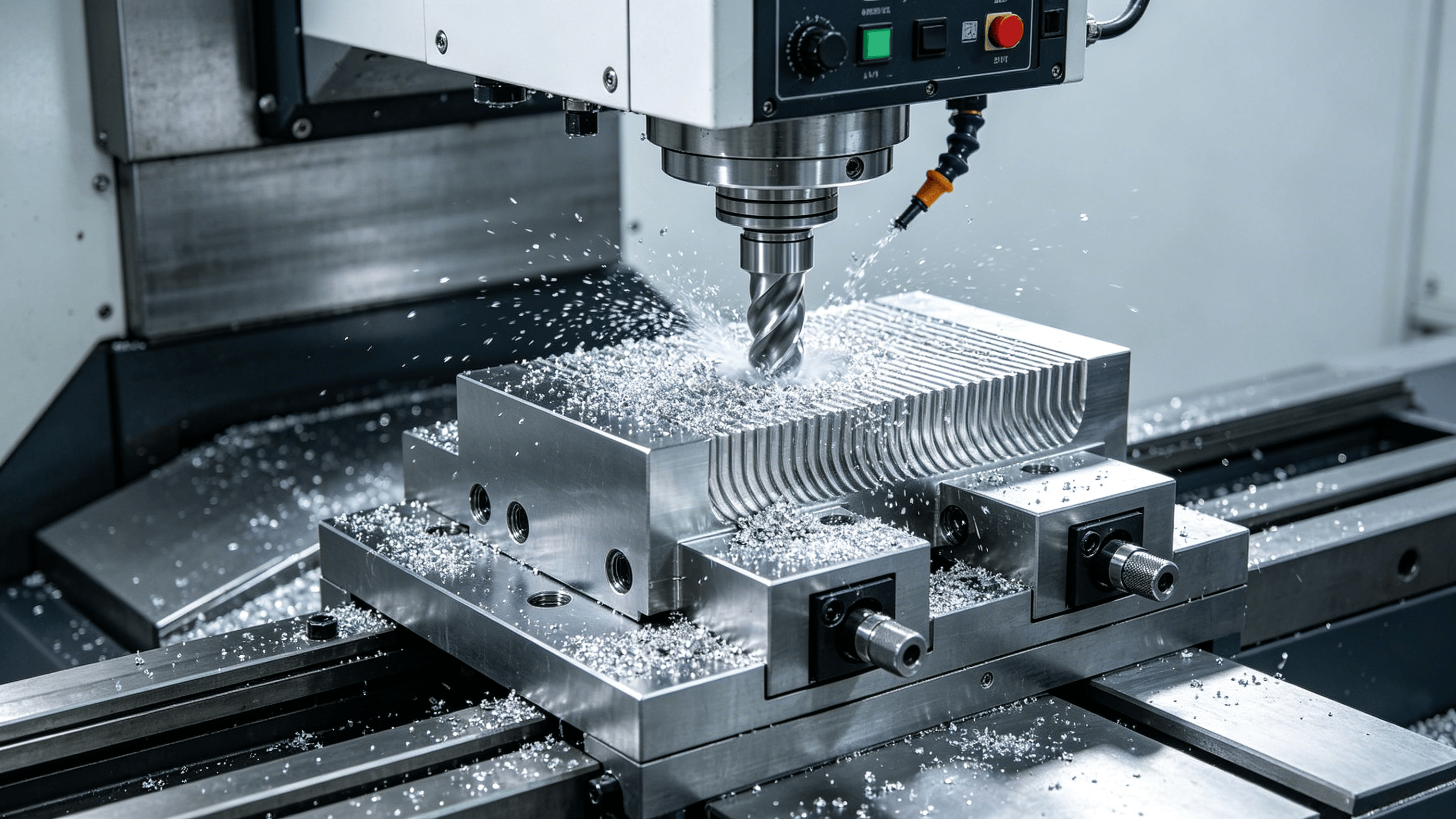
3. Choix des professionnels : La technologie derrière le fraisage de précision de qualité industrielle
Une pièce usinée avec une grande précision et une surface lisse n'est pas simplement une pièce de métal usinée ; elle résulte de l'intégration de la science des matériaux, de la technologie CNC, de l'ingénierie des outils et du traitement thermique. Chez Liqin, nos pièces usinées avec précision subissent plus de 50 étapes de fabrication, l'erreur totale étant maîtrisée à moins de 0,02 mm .
Le cœur du fraisage professionnel réside dans le contrôle : précision, efficacité et qualité.
Processus de fraisage professionnel complet
格
| Scène | Processus de base | Équipements et technologies clés | But |
|---|---|---|---|
| 1. Sélection des matériaux | Sélectionner le matériau en fonction de la fonction de la pièce | testeur de dureté, spectromètre | Garantir la résistance, la résistance à l'usure et la résistance à la corrosion |
| 2. Prétraitement | Découpe, recuit, nettoyage | Découpeuse laser, four de recuit | Éliminer les contraintes, améliorer l'usinabilité, prévenir la déformation |
| 3. Programmation et simulation CNC | Écrire les trajectoires d'outils ; simuler l'usinage | Logiciel de CAO/FAO, système CNC | Garantir la précision, éviter les collisions, optimiser l'efficacité |
| 4. Fraisage de précision | Ébauche → Semi-finition → Finition | Fraiseuse CNC / centre d'usinage, dispositifs de fixation, outils de coupe de précision | Obtenir la précision de forme et dimensionnelle requise |
| 5. Refroidissement et élimination des copeaux | Liquide de refroidissement continu, évacuation automatique des copeaux | Système de refroidissement, convoyeur à copeaux | Réduire la température, prolonger la durée de vie des outils, prévenir l'accumulation |
| 6. Post-traitement | Traitement thermique, revêtement, finition de surface | Four sous vide, revêtement PVD | Améliorer la dureté, la résistance à l'usure et la résistance à la corrosion |
| 7. Inspection et réception | Essais dimensionnels, de rugosité et de dureté | Machine à mesurer tridimensionnelle (MMT), rugosimètre, testeur de dureté | Assurer la conformité aux exigences du dessin |
Points techniques essentiels
1. Sélection des matériaux
- Pièces standard : acier à faible teneur en carbone, alliage d'aluminium — faciles à usiner, économiques.
- Pièces de haute précision / d'usure : Acier à outils, HSS — avec traitement thermique.
- Pièces sujettes à la corrosion / haute température : Acier inoxydable, alliage haute température — utiliser des outils de coupe contenant du cobalt.
2. Programmation CNC
La programmation CNC est le « cerveau » du fraisage. Nos ingénieurs créent des modèles 3D, définissent la vitesse de broche, l'avance, la profondeur de passe et les trajectoires d'outil, puis effectuent des simulations pour éviter les erreurs.
Paramètres typiques :
- Aluminium : 1 500 à 3 000 tr/min, avance de 0,1 à 0,3 mm/tr
- Acier inoxydable : 800–1500 tr/min, avance 0,05–0,2 mm/tr
3. Sélection des outils
- Fraisage en surface : Fraise en surface — coupe stable pour les grandes surfaces planes.
- Rainures / épaulements : Fraise en bout — profilage précis et net.
- Surfaces complexes : Fraise à nez sphérique — contournage lisse.
- Matériaux durs : Carbure revêtu de cobalt — haute résistance à la chaleur.
Les revêtements tels que le TiN et le TiAlN réduisent la friction et prolongent la durée de vie des outils de 3 à 5 fois.
4. Refroidissement et élimination des copeaux
Un système de refroidissement haute pression dirige le fluide directement sur la zone de coupe pour contrôler la chaleur et évacuer les copeaux. Les rainures profondes et les trous borgnes bénéficient d'une évacuation automatique des copeaux pour garantir la précision.
5. Inspection
- Précision dimensionnelle : ±0,01 mm (mesurée par machine à mesurer tridimensionnelle).
- Rugosité de surface : Ra ≤ 1,6 μm (Ra haute précision ≤ 0,8 μm)
- Dureté vérifiée pour les pièces traitées thermiquement
4. Cas pratique : Résolution du fraisage de profils complexes en acier inoxydable
Défi client
Une entreprise de dispositifs médicaux avait besoin de supports spéciaux en acier inoxydable de 8 mm d'épaisseur, présentant des surfaces complexes, des gradins et des trous oblongs. Exigences :
- Précision dimensionnelle : ±0,02 mm
- Rugosité de surface : Ra ≤ 1,6 μm
Les fournisseurs précédents ont fait faillite pour les raisons suivantes :
- Ébréchure et bourrelet sur l'acier inoxydable
- Mauvaise qualité de surface et écart dimensionnel
- Fixation instable et refroidissement insuffisant
La solution de Liqin
- Outil : Fraise à bout sphérique en carbure revêtu de TiAlN
- Paramètres : 1 200 tr/min, avance 0,1 mm/tr, profondeur 0,2 mm ; ébauche → semi-finition → finition
- Dispositif : Dispositif multipoint sur mesure pour éliminer les mouvements
- Refroidissement : Huile de coupe haute pression spéciale pour acier inoxydable
- Inspection en cours de production pour contrôler la qualité
Résultat
Toutes les pièces ont passé l'inspection :
- Erreur dimensionnelle de ±0,015 mm
- Surfaces lisses et sans rayures
- Correspondance et assemblage parfaits des contours
Le client a évité les rebuts, raccourci les délais de livraison et réduit ses coûts. Le fraisage professionnel ne se limite pas à la découpe : il s’agit de résoudre des problèmes.
5. FAQ : Réponses aux questions fréquentes sur le fraisage
1. Comment éviter la déformation de la pièce ?
- Recuit des ébauches pour éliminer les contraintes internes
- Utilisez une coupe légère en plusieurs passes
- Fixation robuste avec force de serrage équilibrée
- Refroidissement continu pour contrôler la chaleur
2. En quoi les paramètres diffèrent-ils selon les matériaux ?
Matériaux durs : vitesse réduite, avance plus petite
- Aluminium : 1 500 à 3 000 tr/min, 0,1 à 0,3 mm/tr
- Acier à faible teneur en carbone : 1 000 à 2 000 tr/min, 0,08 à 0,25 mm/tr
- Acier inoxydable : 800–1500 tr/min, 0,05–0,2 mm/tr
- Acier à outils : 500–1000 tr/min, 0,03–0,15 mm/tr
3. Pourquoi les lames de coupe s'usent-elles rapidement ?
- Type d'outil incorrect
- Vitesse/alimentation excessive
- Refroidissement insuffisant
- Points durs sur la pièce
Solutions : Adapter l'outil au matériau ; optimiser les paramètres ; améliorer le refroidissement ; préparer la pièce.
4. Fraisage de précision vs. fraisage ordinaire : principales différences
- Précision : ±0,01 mm contre ±0,1 mm+
- Rendement : 3 à 5 fois supérieur avec la commande numérique par ordinateur (CNC)
- Qualité : Lisse, homogène, longue durée de vie
- Coût : Investissement initial plus élevé, coût à long terme plus faible grâce à un faible taux de rebut.
6. Conclusion : Fraisage — La précision avant tout, le professionnalisme comme fondement
Le fraisage amateur peut dépanner en cas d'urgence, mais ne répond pas aux normes industrielles. Le fraisage professionnel est l'épine dorsale de la fabrication moderne ; il transforme le métal brut en composants de haute précision grâce à une programmation, des matériaux, des outils et des procédés contrôlés.
Chaque détail influe sur la qualité. Dans l'industrie manufacturière actuelle, le fraisage de haute précision et à haut rendement est essentiel à la compétitivité.
Chez Liqin , nous offrons un service complet d'assistance en fraisage de précision : sélection des matériaux, programmation, usinage, contrôle et expertise en ingénierie. Nous relevons vos défis de fraisage les plus complexes.
Téléchargez vos dessins dès aujourd'hui et exploitez pleinement le potentiel du traitement des métaux grâce à un fraisage professionnel.
Contactez-nous
📞 TÉL. : +86 187 5714 8656
📧 Courriel : zhouli@chinaliqin.com
📱 WhatsApp : +86 187 5714 8656
🌐 Site web : https://www.cncliq.com/