Вот суровая правда из цеха: механическая медицинская обработка и пищевой алюминий не предназначен для того, чтобы детали выглядели блестящими; это беспощадный баланс металлургии, агрессивной очищаемости и устойчивости поверхности под нагрузкой. При обработке критически важных сборок, таких как Пользовательский компонент A365-T6 Алюминиевое нижнее сиденье для медицинского оборудования или высокоскоростные сортировочные коллекторы для автоматизированного производства пищевых продуктов. линии — вы не просто режете металл. Вы превентивно боретесь с микробиологической колонизацией, механическими повреждениями и деформацией в условиях жесткой стерилизации в автоклаве.
Если вы будете относиться к этим высокоточным деталям как к стандартному конструктивному кронштейну, вы не пройдете входной контроль клиента. Давайте углубимся в реальную физику цеха и детали обработки, которые создают или ломают эти детали.

В большинстве черновых чертежей указан 6061-T6, но при переходе на сложные медицинские нижние сиденья или толстостенные корпуса пищевых коллекторов часто приходится иметь дело с литыми блоками, такими как A365-T6, чтобы минимизировать отходы сырья и время на оснастку. Вот тут-то и начинаются проблемы.
Отливка A365-T6 содержит большое количество кремния (обычно от 9,5% до 11,5% Si), который осаждается в виде острых абразивных микроскопических кристаллов внутри алюминиевой матрицы. Если ваш оператор использует стандартную твердосплавную пластину без покрытия, ожидайте, что в течение 15 минут непрерывной резки на режущей кромке появится микростружка из-за агрессивного абразивного износа.
Обходной путь: Перейдите на пластины с наконечниками из поликристаллического алмаза (поликристаллический алмаз) с очень положительным передним углом (от +7° до +12°). Вам необходимо прорезать кремниевую матрицу, а не рвать ее.
<ли>Почему? Если разорвать кремниевую фазу, на поверхности останутся микроскопические ямки. В медицинской среде яма на поверхности толщиной 5 микронов — убежище для бактериальных спор, которые легко обходят стандартные протоколы автоклавирования.
Наблюдение за цехом: Если оставить полуобработанную отлитую деталь A365-T6 во влажном цехе более 6 часов перед анодированием, это приведет к быстрому микрогальваническому окислению между фазами с высоким содержанием кремния и алюминиевой матрицей. Это создает микроскопические отложения на поверхности, которые препятствуют равномерному анодированию типа II, что приводит к пятнистой пассивации, которая не выдерживает испытание в солевом тумане (ASTM B117) менее чем за 48 часов.
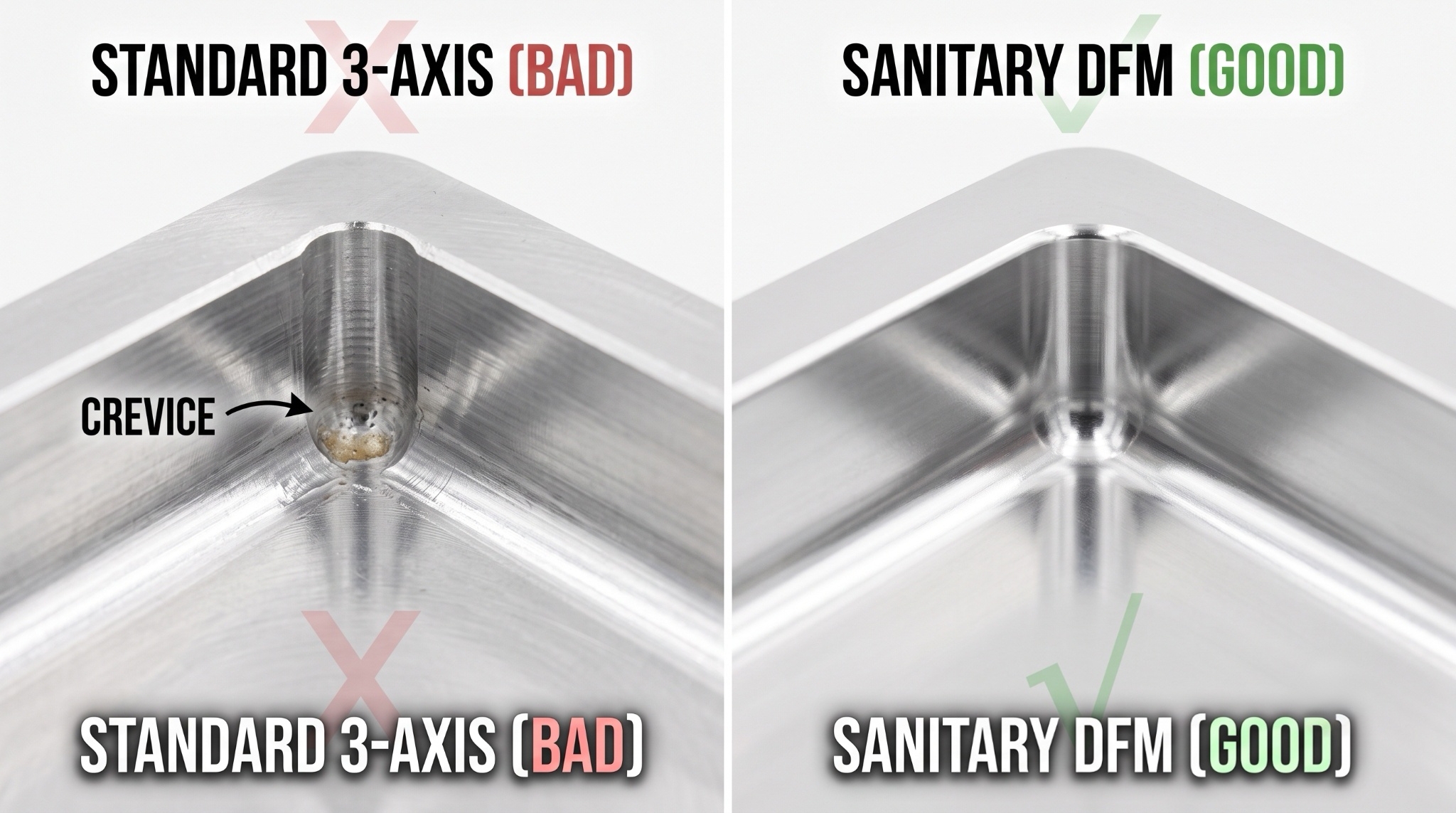
2. Санитарные требования DFM: устранение щелей и обработка поверхности
В пищевой промышленности главным врагом является «мертвая зона», в которой задерживаются органические вещества. Если вы спроектируете угол со стандартным радиусом угла 3-осевого ЧПУ 0,5 мм, вы только что создали питательную среду для бактерий. Частицы пищи оседают там, а химикаты для очистки на месте (CIP), такие как 1,5% гидроксид натрия (NaOH) или азотная кислота (HNO₃), текущие со скоростью 1,5 м/с, не создают достаточной силы сдвига, чтобы вымыть их.
Пределы внутреннего скругления: Никогда не указывайте менее R1,6 мм (1/16 дюйма) для гигиенических поверхностей. Используйте концевую фрезу со сферическим концом с малым шагом (максимум 0,05 мм за проход), чтобы устранить фестончатые следы. Любой гребешок высота (остаточная волна инструмента) более 0,8 микрона Ra является автоматическим отказом.
Ловушка для глухих отверстий: Если вам необходимо нарезать резьбу M6 для монтажного фланца, контактирующего с пищевыми продуктами, никогда не используйте стандартные глухие отверстия. Дно ямы действует как застойный резервуар для органических веществ. Укажите сквозные отверстия или, если это конструктивно невозможно, используйте сверло под углом 118 градусов, а затем концевую фрезу с плоским дном, чтобы очистить конус, гарантируя отсутствие пустот при затягивании шпильки с моментом 9,5 Нм.
Рассмотрим дно медицинского сиденья, обработанное из отливки A365-T6. Он подвергается циклическому автоклавированию: насыщенный пар при температуре 134°C (273°F) и давлении 2,1 бар в течение 15 минут. Во время этого цикла тепловое расширение алюминия составляет около 23 × 10⁻⁶/К. Если деталь содержит несбалансированные остаточные напряжения от агрессивной черновой обработки, термический шип снимает эти напряжения неравномерно, деформируя критические центрирующие отверстия до 0,04 мм. Сборка испорчена.
Наш протокол снятия напряжения: После тяжелой черновой обработки (оставляя припуск 0,8 мм) снимите термическое напряжение деталей при температуре 180°C на 2 часа, дайте им медленно остыть на воздухе до комнатной температуры и только затем приступайте к окончательной обработке. отделка. Это гарантирует, что критический допуск ±0,01 мм на отверстие шарнира медицинского сиденья останется неизменным после сотен циклов стерилизации в автоклаве.
Матрица технического сравнения
<таблица данных-путь-к-узлу="26"> <голова> <тр>Практический пример: истинная цена чрезмерного проектирования
Ловушка: концентричность ±0,005 мм
Сценарий: Запрос предложения клиента для Специальный компонент медицинского сиденья из литого алюминия A365-T6 имел глубокое глухое отверстие для шарнира (Ø25 мм, глубина 85 мм), требующее ±0,005 мм концентричность и Ra 0,2 мкм зеркальная поверхность< !---->.
<ли>Трение: Cast A365-T6 содержит до 11,5% кристаллов кремния< !---->. При соотношении глубины к диаметру 3,4:1 стандартные расточные оправки прогибаются и вибрируют при столкновении с твердыми фазами кремния.< !---->. При разрыве кристаллов остаются микропустоты, что приводит к дорогостоящему вторичному процессу хонингования, который легко выходит из строя из-за ошибок повторяемости зажима.< !---->.
2. Сложная математика: автоклав против микродопусков
Физика: Этот компонент подвергается стерилизации в автоклаве при 134°C< !---->.
<ли>Математика: Во время нагрева тепловое расширение этого отверстия диаметром 25 мм составляет примерно:

Реальность: тепловое расширение (0,065 мм) в 13 раз больше, чем допуск комнатной температуры чертежа (0.005мм)< !---->. Любая субмикронная точность, достигнутая в цехе, мгновенно теряется в стерилизаторе< !---->.
3. Резолюция Лициньского DFM
Расслабьтесь: Мы убедили клиента открыть концентричность до ±0,025 мм и Ra до 0,8 мкм, что позволяет выполнять 5-осевую обработку с ЧПУ с использованием инструментов PCD за один установ< !---->.
<ли>Втулка PEEK с прессовой посадкой: Мы разработали шаг к запрессуйте в отверстие самосмазывающуюся биосовместимую втулку из ПЭЭК< !---->. Втулка самовыравнивается, гасит вибрации и поглощает тепловое расширение автоклава< !---->.
<ли>Воздействие: Производственные затраты снизились на 68%, время выполнения заказа сократилось с 4 недель до 8 дней, а срок службы сборки фактически увеличился вдвое< !---->.

Часто задаваемые вопросы
Q1. Почему для некоторых медицинских компонентов вместо 6061-T6 используется A365-T6 и как это влияет на обработку?
A: Литой алюминий A365-T6 выбран для очень сложных, органических геометрия для сокращения отходов исходного материала и времени чернового фрезерования< !---->. Однако высокое содержание кремния (9,5–11,5%) делает его чрезвычайно абразивным.< !---->. Механики должны использовать инструменты с наконечниками из поликристаллического алмаза, чтобы избежать образования микросколов и точечной коррозии на поверхности, где могут колонизироваться бактерии.< !---->.
Вопрос 2. Какова рекомендуемая обработка поверхности (Ra) для алюминиевых деталей с ЧПУ, контактирующих с пищевыми продуктами?
A: Для санитарной очистки и очистки на месте (CIP) мы рекомендуем шероховатость поверхности Ra 0,4 мкм или выше в сочетании с анодированием< !---->. Любой гребешок или след инструмента, высота которого превышает Ra 0,8 мкм, действует как микрощель, в которой органические остатки пищи могут обходить стандартные промывки под высоким давлением< !---->.
Q3. Как предотвратить деформацию прецизионных алюминиевых деталей во время стерилизации в автоклаве?
A: Алюминий имеет высокий коэффициент теплового расширения< !---->. Для высокоточных компонентов, таких как отверстия для петель медицинских сидений, мы применяем термическую сушку для снятия напряжений при 180°C в течение 2 часов после тяжелого чернового фрезерования< !---->. Это стабилизирует молекулярную структуру, гарантируя, что критические допуски ±0,01 мм не деформируются при температуре пара 134 °C
Вопрос 4: Можем ли мы выполнить анодирование твердого покрытия типа III на литом алюминии A365-T6?
A: Да, но литые сплавы требуют строгого химического контроля. Богатые фазы кремния в A365-T6 могут привести к неравномерной толщине покрытия или появлению пятен, если перед пассивацией деталь слишком долго подвергается воздействию влажности в цеху.< !---->. Мы соблюдаем строгие ограничения по хранению после обработки и используем индивидуальные ванны для предварительного травления, чтобы гарантировать биосовместимое однородное твердое покрытие толщиной 50 мкм< !---->.
Вопрос 5. Как инженеры-конструкторы могут оптимизировать детали из медицинского и пищевого алюминия, чтобы снизить затраты?
О: Самый быстрый способ сократить расходы — избегать слепых дыр метчики и сверхжесткие допуски (например, ±0,005 мм), где они не требуются динамически< !---->. Устранение ограничений концентричности и проектирование запрессованных сменных биосовместимых втулок из PEEK или бронзы вместо цельных микрообработанных отверстий может снизить затраты на обработку более чем на 60 %< !---->.
Нажмите здесь, чтобы задать вопрос 👆
Сводка
Точная обработка на станках с ЧПУ медицинского и пищевого оборудования — это строгая дисциплина, определяющая металлургию, санитарную геометрию и устойчивость к нагрузкам . Чрезмерное проектирование только увеличивает затраты . В компании Ningbo Liqin Industrial & Trading мы используем более 100 многоосных станков с ЧПУ, стандарты ISO 9001:2015 и передовой опыт DFM для превращения сложных чертежей в экономически оптимизированное производство. реалии . Свяжитесь с нами для инженерной оценки и мгновенного расчета стоимости в течение 24 часов .
<дел>